"02분반 2조 Dr. Banner"의 두 판 사이의 차이
(→상세설계 내용) |
(→프로토타입 사진 혹은 작동 장면) |
||
| 256번째 줄: | 256번째 줄: | ||
==결과 및 평가== | ==결과 및 평가== | ||
===완료 작품의 소개=== | ===완료 작품의 소개=== | ||
| − | ====프로토타입 사진 | + | ====프로토타입 사진==== |
| − | + | [[파일:Drbanner25.png]] | |
| + | |||
====포스터==== | ====포스터==== | ||
내용 | 내용 | ||
2023년 12월 18일 (월) 03:55 판
프로젝트 개요
기술개발 과제
국문 : 페현수막의 재활용을 통한 흡음충진재 생산 공정 개발
영문 : Development of Sound-absorbing filler production process through recycling of the waste banners
과제 팀명
Dr. Banner
지도교수
서명원 교수님
개발기간
2023년 9월 ~ 2023년 12월 (총 4개월)
구성원 소개
서울시립대학교 환경공학부 2018890066 이**(팀장)
서울시립대학교 환경공학부 2018890031 박**
서울시립대학교 환경공학부 2018890061 이**
서울시립대학교 환경공학부 2018890073 정**
서론
개발 과제의 개요
개발 과제 요약
현수막은 정당, 기업, 시민단체 등에 의해 다양한 분야에서 홍보 목적으로 활용되고 있다. 폐현수막은 연중 내내 발생하지만, 특히 선거철의 경우 정당 및 후보자 등에 의해 집중적으로 발생하는 경향이 있으며, ‘서울시 폐현수막 발생량 및 처리현황’에 따르면 ‘옥외광고물법 개정’(정당 현수막 설치 규제 완화) 이후 폐현수막은 상당한 발생량을 보이고 있다.[1] 그러나 전체 폐현수막 중 재활용되는 양은 소수에 불과하고 대부분은 소각 및 매립을 통해 처리되고 있으며, 처리되지 못하고 보관 중인 현수막 역시 상당한 양이다. 위와 같은 현황을 해결하기 위하여 폐현수막을 활용하기 위한 방안으로 현재 다양한 업사이클링 방안이 고안되고 있으나, 한정적인 양 및 용도로만 업사이클링이 진행되는 실황이다. 따라서 폐현수막의 재활용을 위한 방안으로 본 개발 과제에서는 타면, 견면 및 니들 펀칭으로 이어지는 일련의 공정을 설계하여 폐현수막을 부직포의 형태로 만들고 이를 흡음 충진재로 활용하는 방안을 설계하고자 한다. 이를 통해 다른 형태로의 재활용이 어려웠던 폐현수막을 흡음 충진재로 재탄생시킴으로써 폐현수막 보관을 위해 필요로 했던 상당한 양의 저장 공간 및 비용을 절약할 수 있으며 환경에 부담이 큰 최종 처리 방식인 소각 및 매립으로 처리되는 폐현수막의 양을 줄임으로써 온실가스 감축 효과를 기대할 수 있다.
개발 과제의 배경
1) 폐현수막 발생 및 수거 현황 현수막은 행사, 정당, 시민단체, 기업 등 다양한 분야에서 홍보 목적으로 활용되어 올 1분기에만 서울시에서 4만 7000장이 폐기물로 배출되었고 장당 무게 0.6kg으로 가정하였을 때 그 규모는 28.2t에 달한다[1]. 그 배출규모에 비해 폐현수막의 수거와 처리는 제대로 이루어지지 못하고 있다. 폐현수막의 수거는 본래 현수막 설치자에게 책임이 있으나 이를 지키지 않는 경우가 많고 ‘옥외광고물 등의 관리와 옥외광고산업 진흥에 관한 법률’, 통칭 옥외광고물법에 따르면 원칙적으로 현수막은 지자체의 허가를 받거나 신고를 하여야 하나, 일부 현수막의 경우에는 이에 대한 제한을 받지 않는다[2]. 따라서 현수막 설치자가 설치기한 이후에 철거하지 않아 지자체에서 대신 철거하려 하여도 설치장소 등을 파악하기 힘들어 수거가 어렵다. 폐현수막의 배출 양상 또한 현수막의 수거를 어렵게 하는 요인이다. 홍보를 위해 사용되는 만큼 현수막의 배출은 특정 행사나 사건에 따라 집중적으로 이루어진다. 이를테면 대규모 국제대회나 선거 이후에는 일시적으로 대량의 현수막이 배출된다. 가장 최근에 있었던 2022년 지방선거에서는 전국적으로 약 1500만톤의 폐현수막이 배출되었다[3].
2) 폐현수막 재활용 현황 어렵게 현수막을 수집하여도 마땅한 활용처를 찾기 어렵다는 점이 폐현수막 처리를 난감하게 한다. 얼핏 보면 대부분의 현수막 원단이 폴리에스테르로 이루어져 있기 때문에 플라스틱으로 분리배출하면 된다고 생각하기 쉽지만, 출력과정에서의 잉크나 코팅 등으로 인해 분리배출한다 하여도 재활용되기 어렵다. 따라서 각 지자체에서도 수거한 현수막을 매립이나 소각으로 처리하고 개인이 배출하는 경우에도 종량제 배출을 안내하고 있다. 일부 지자체나 기업에서 업사이클링을 통해 폐현수막 재활용을 시도하고 있으나 마대나 밧줄 등 부가가치가 상대적으로 낮은 제품이나 기업홍보용에서 그치는 경우가 대다수이며 그마저도 재활용 비율이 30%를 채 넘기지 못하였다
개발 과제의 목표 및 내용
폐현수막 발생문제를 해결하기 위하여 폐현수막 업사이클링 공정을 개발하는 것을 목표로 한다. 이에 적합한 업사이클링 제품으로 흡음 충진재를 선정하였고, 기존 흡음 충진재 생산공정 중 일부를 모사하여 폐현수막 흡음 충진재 생산공정을 설계하기로 한다.
관련 기술의 현황
관련 기술의 현황 및 분석(State of art)
1) 지자체 재활용 방안 지자체에서는 폐현수막을 이용하여 주로 장바구니나 에코백 등으로 활용하고 있다. 하지만 업사이클링 제품 생산비용이 개당 500원씩 발생하는 것에 비해 무료 공유형 장바구니로 주로 배포되어 추가적인 편익이 발생하지 않는다. 또한 그 수요가 많은 편이 아니기 때문에 재활용 실적 또한 저조하다.[4]

<Fig1> 폐현수막 업사이클링 제품 생산비용
2) 큐클리프 큐클리프는 폐현수막을 포함한 다양한 소재를 이용하여 업사이클링 제품을 만드는 기업으로, 주로 카드지갑, 가방 등의 제품을 제조한다. 여러 업체와 협업하여 폐현수막 업사이클링 제품을 생산하고 있으며, 대표적인 사례로는 ‘LG 유플러스’와 함께한 배너 폐기물을 활용한 네임택, 미니가방 제작이나 ‘전주 국제영화제’와 함께한 폐현수막 업사이클링 굿즈를 제작 등이 있다.[5] 하지만 이러한 재활용 방법의 경우, 처음부터 업사이클링 협업을 진행할 것을 염두에 두어 현수막을 제작할 때부터 재활용에 용이한 소재와 디자인으로 만들기 때문에 대다수의 폐현수막 재활용 문제에 적용하기 어렵다.


<Fig2> 큐클리프와 LG 유플러스 협업 사례
시장상황에 대한 분석
2020년 전세계 부직포 생산에 사용되는 폴리에스테르 원단은 614만톤으로, 세계 부직포 시장규모와 국내 부직포 시장규모를 비교해봤을 때, 국내 부직포 생산에 사용되는 폴리에스테르 원단의 양은 약 15만 톤으로 추정할 수 있다.[6] 서울시에서 2023년도 1분기 발생한 폐현수막의 양은 약 28.2톤으로, 이번연도 약 112톤의 폐현수막이 발생할 것으로 예측할 수 있다. 폐현수막 흡음재가 일정 성능과 가격을 만족한다면, 폴리에스테르 원단의 수요를 고려할 때 흡음재 부직포 생산 시장에서 폐현수막의 발생량을 흡수할 수 있을 것으로 판단된다.
개발과제의 기대효과
기술적 기대효과
본 공정은 기존 업사이클링으로는 재활용이 용이하지 않던 폐 현수막을 흡음 충진재로 재생하는 공정이다. 현재 부직포 생산 공정은 대부분 자동화 및 연속적 운영이 이루어지지 않고 있는 상황이다. 파쇄-타면-카딩-니들펀칭으로 이어지는 일련의 공정들은 각 세부 공정별로 분리되어 진행되고 있기 때문에, 공정 중간 과정에서 인력의 투입이 불가피하다. 본 설계에서 개발하는 공정은 전체 공정을 자동화 및 연속식 운영하는 것을 목표로 하여 기존의 문제를 개선할 수 있을 것이라 기대된다. 또한 기존에도 폐섬유를 이용한 부직포 생산공정이 존재하였으나, 대부분 의류 공장에서 사용하고 남은 원단 자투리 등 의류 폐기물을 원료로 이용하였다는 점에서 본 설계는 폴리에스테르를 주원료로 하는 폐현수막을 원료로 사용함으로써 폐현수막 재활용 방안 다각화 및 고도화를 기대할 수 있으리라 생각된다.
사회적 기대 및 파급효과
최근 옥외광고물법 개정 이후 현수막 사용량은 증가하는 추세를 보이고 있으며, 그 특성상 일회용으로만 사용가능한 현수막이 대부분 소각이나 매립 등 환경적으로 바람직하지 못한 방식으로 최종 처리되고 있다. 일부는 처리되지 못한 채 보관 장소를 따로 할애하여 보관되고 있으며 재활용되는 비율 또한 10% 미만에 불과하다. 따라서 본 설계를 통해 폐현수막을 흡음 충진재로 재활용함에 따라 폐현수막의 처리가 체계화된다면 현재처럼 무차별적으로 소각되거나 매립, 또는 방치되는 폐현수막의 양을 줄일 수 있을 것으로 기대되며, 소각 시 발생하는 온실가스인 다량의 CO2 및 1급 발암물질인 다이옥신 등의 오염물질 발생량을 줄일 수 있어 탄소중립 및 주민 건강, 환경 영향 등에 기여할 수 있을 것으로 기대된다. 또한 매립에 의한 토양 오염 역시 줄일 수 있을 것으로 기대된다.
경제적 효과
본 공정을 도입함으로써 발생하는 비용은 공정 설치 비용과 운영 비용으로 구분된다. 또한 기대할 수 있는 경제적 효과는 아래와 같다.

기술개발 일정 및 추진체계
개발 일정

구성원 및 추진체계
- 박성현 : 폐현수막 이용 흡음 충진재 생산 공정 설계, 니들펀칭 공정 설계
- 이재훈 : 파쇄, 타면, 카딩 공정 설계, 흡음 충진재 성능 평가
- 이태원 : 폐현수막 이용 흡음 충진재 생산 설계, 흡음 충진재 성능 평가
- 정의명 : 파쇄, 타면, 카딩 공정 설계, 니들펀칭 공정 설계
설계
설계사양
제품의 요구사항
제품의 요구사항은 필요사항(D)와 희망사항(W)을 기준으로 분류하였다.

제품 요구사항 중 가장 필요로 되는 사항은 제품의 환경성, 흡음재 성능, 폐현수막 수급이다. 우선 제품의 환경성이 보장되어야 한다. 폐현수막을 재활용하는 가장 큰 이유는 기존 소각처리 방식의 온실가스와 다이옥신 배출 문제를 저감하기 위해서이다. 따라서 흡음재 생산 공정이 소각처리 방식보다 환경성 면에서 우수하도록 설계하여야 하며, 최종 제품인 흡음 충진재의 흡음 성능 또한 시중의 흡음재와 비교하여 일정 수준 이상을 가지도록 설계하여야 한다. 폐현수막 수급 또한 제품의 설계에 중요한 부분이지만, 현재 처리되지 못하고 보관되고 있는 양과 현수막이 소각처리 되는 양을 고려하면 큰 문제가 되지 않을 것으로 보여 중요도를 ‘중’으로 설정하였다. 희망사항으로는 합리적 비용과 공정을 위한 공간, 그리고 제품의 안전성을 설정하였다. 또한 선거 기간 또는 명절 등 특정 기간에 현수막이 많이 발생하는 특성으로 인해 지자체에서 보관 장소에 할애해야 하는 유지 비용이 생기므로, 임시적으로 보관할 수 있는 폐현수막 보관 창고가 별도로 요구될 것이다. 흡음재로 사용 시 불에 취약한지에 대해 판단해야 할 필요성이 있고 현수막의 야외 거치 시 오염정도와 사용된 잉크에 의한 인체 유해성에 대한 조사가 필요하다고 판단하였다.
설계 사양
1) 제품의 환경성
설계에서 가장 중요한 목표는 폐현수막을 재활용함으로써 소각처리에서 발생하는 온실가스와 다이옥신 배출 문제를 줄이는 것이다. 기후변화행동연구소의 자료에 따르면 폐현수막 한장의 전과정 온실가스 배출량은 6.28kgCO2e이며, 폐기시 발생하는 온실가스 배출량으로 한정하였을 때, 장당 3.44kgCO2e의 온실가스가 배출된다.[8] 이를 현수막 1장 무게 약 1.2kg을 적용할 경우 현수막 1톤 폐기 시 2,867kg의 CO2가 발생하는 것으로 계산할 수 있다. 하지만 녹색연합의 자료에 따르면 현수막 폐기 시 발생하는 온실가스량을 1.39kgCO2로 계산하고 있고, 환경부에서는 현수막 1장당 약 0.6kg으로 환산하고 있어, 자료를 종합적으로 검토하여 알맞은 산정 기준을 적용해야 할 것이다.[1]

<Fig4> 21대 국회의원선거에서 사용된 현수막의 온실가스 배출량
폐현수막을 흡음재로 만드는 과정은 현수막을 파쇄하고, 타면 공정을 통해 섬유를 풀어낸 뒤 정렬하여 니들펀칭을 통해 부직포 원단을 만드는 과정이다. 환경성을 고려하기 위해 각 공정의 전력 소요량을 조사한 뒤 온실가스 배출 계산기를 통해 가능한 적은 온실가스를 배출할 수 있도록 공정을 설계한다.
2) 흡음재 성능
흡음재의 흡음 성능은 본 설계에서 가장 중요한 지표이다. 통상적인 흡음 성능의 측정은 국가표준 시험법인 ‘잔향실법 흡음 성능 측정방법’(KS F 2805)에 따라 측정된다.[4] 다만, 본 공정을 통해 최종 생산된 제품은 건축물 내장재로 활용될 예정이기 때문에, 위 표준을 인용표준으로 하는 ‘건축물용 흡음재의 흡음성능 평가 방법’(KS F ISO 11654)을 이용하여 시험하여야 한다.[5] 본 표준에서는 KS F 2805를 통해 산출한 흡음계수를 토대로 가중흡음계수 aw와 형태지수(L, M, H)를 산출하여 등급화한다.

<Fig5> 흡음재의 흡음 등급

<Fig6> 흡음 등급을 규정하는 평가 곡선
또한 국내 기준 외에도 미국재료시험협회에서 만든 ASTM 표준을 이용하는 경우도 빈번하다. 흡음과 관련해서는 ASTM C423에 의거하여 NRC(Noise Reduction Coeffcient)라는 기준을 이용하기도 하는데, 이는 250Hz, 500Hz, 1000Hz, 2000Hz에서 흡음계수의 평균값이다.[6] 아래 표와 같이 0에서 1 사이의 값을 가지고 있으며, 1에 가까울수록 흠음 성능이 우수하다. 흡음계수를 측정하는 주파수대를 200Hz부터 2500Hz까지 12개의 주파수대에서 측정하면 SAA(Sound Absorption Average)를 측정할 수 있다.

<Fig7> NRC값에 따른 등급 분류
3) 폐현수막 수급
공정을 위해 필요한 폐현수막은 지자체에서 공급받는 방법을 이용한다. 폐현수막은 주요 발생 기간인 선거기간 때 집중적으로 발생한다. 또한 정당 홍보물 관련 법 개정 이후로는 비선거기간도 역시 폐현수막이 많이 발생하는 것으로 조사되었다. 환경부 제공 자료에 따르면 2022년 1~4월 발생한 폐현수막 발생량은 1110.7톤이었으며, 개정 이후 비선거기간인 2023년 1~3월간 폐현수막 발생량은 1314.8톤이었다.[7] 폐현수막 발생량이 점점 늘어가고 있는 현 상황에서 지자체에 보관되는 폐현수막 양도 증가할 것이라고 판단되며, 따라서 폐현수막 수급에 있어 큰 문제는 발생하지 않을 것으로 예상된다. 또한 폐현수막 발생량에 맞추어 공정의 가동 속도를 설계해야 할 것이다.
4) 제품의 안전성
흡음재는 그 특성상 불에 취약할 수 있기 때문에 ‘소방시설 설치 및 관리에 관한 법률 시행령 제31조’에 의거하여 벽에 부착하거나 설치하는 흡음재는 KFI(한국소방산업기술원)에 검사의뢰를 하여 방염성능기준을 충족해야 한다
개념설계안
◇ 파쇄 공정
수거된 폐현수막을 가공하기 용이한 크기로 파쇄한다. 1차적으로 파쇄기에 투입하기에 용이한 크기로 절단한 후 의류 원단 섬유 파쇄기에 투입하여 2차적으로 파쇄한다.


<Fig8> 섬유 원단의 파쇄
◇ 타면 공정
일정한 크기로 파쇄된 폐현수막 조각들을 섬유 형태까지 풀어헤치는 공정이다.


<Fig9> 섬유 원단의 타면
◇ 카딩 공정
타면 공정을 통해 섬유화된 폐현수막 섬유를 한 방향으로 정렬되도록 하여 섬유 Web을 형성하게 하는 공정이다.


<Fig10> 타면 과정을 거친 폐현수막을 카딩하는 머신
◇ 니들펀칭
전체 공정 중 마지막 단계로 바늘을 이용한 펀칭 공정이 진행된다. 카딩 공정을 통해 정렬된 섬유 Web에 니들펀칭을 진행하면 섬유들이 서로 엉키게 되면서 부직포가 완성된다.
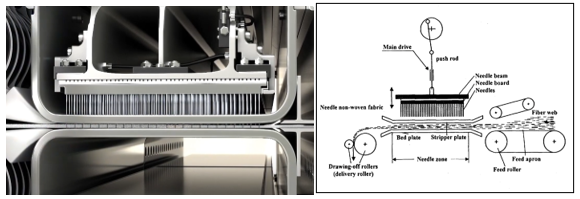

<Fig11> 니들 펀칭 기계
이론적 계산 및 시뮬레이션
◇ 공정 운영 비용 계산
1) 기준 흡음 충진재 설정 이론적 계산을 진행하기 위하여, 비교 대상이 되는 기준 흡음재를 재질, 규격 등을 고려하여 아래와 같이 선정하였다.

<Fig12> 기준 흡음재
Fig12는 N사의 흡음 충진재로써, 일반적으로 폐현수막에 사용되는 재질인 폴리에스테르로 구성되어 있으며, 본 설계의 최종 생산물과 같은 용도로 사용되기에 기준 흡음 충진재로써 선정하였다. 제품의 상세한 규격은 다음과 같다.

◇ 공정 가동 시간 및 소요 전력량 계산
본 설계 공정은 파쇄, 타면, 니들펀칭의 총 3단계로 구성된다. 따라서 이론적 계산 역시 3단계로 나누어 진행하였다. 적절한 데이터의 수집을 위하여 전체 공정을 소규모로 간략화하여 모사하였다. 파쇄 공정에서는 문서세절기를 사용하여 모사하였다.

<Fig13> 파쇄 공정 모사
두 번째 과정인 타면 공정에는 분쇄기를 사용하여 모사하였다.

<Fig14> 타면 공정 모사
마지막 공정인 니들펀칭은 소규모 모사를 통해 가동비를 유추하기 어려워 실제 니들펀칭 장비의 제원을 조사하였다. 참고 제품으로 Y사의 모델을 참고하였으며, 해당 제품은 150~500kg/h의 생산이 가능하므로 본 계산에서는 평균치인 325kg/h로 가정하였다.

<Fig15> 니들펀칭 장비 모식도
위의 과정을 통해 산출한 데이터는 다음과 같다.

위 데이터를 기반으로 각 공정별 소요전력을 조사하여 소요 전력량을 계산한 결과는 Table5와 같다. 니들펀칭 공정에서의 소요전력은 해당 모델의 소요전력이 120~200KW이므로 그 평균값인 160KW로 가정하였다.

따라서 제품 단위당 소요 전력량은 약 269.24Wh이다. 또한 생산 속도를 고려하였을 때 3277개/1달의 속도로 제품을 생산할 수 있다.
◇ 기준 흡음 충진재와의 가격 비교
1달에 3277개의 제품을 생산할 수 있으며, 이론적 소요 전력량은 882.3kWh이다. 이에 따른 전기요금을 한국전력에서 제공하는 전기요금계산기를 이용하여 계산하면 월 6,746,480원이며, 제품 단위당으로 환산하면 약 2059원이다.[10]

따라서 기준 흡음 충진재와의 가격을 비교하면, 14% 정도 비쌈을 알 수 있다. 그러나 환경 편익을 고려하면 충분히 경쟁력이 있으며, 폐현수막 흡음재의 가격을 낮추기 위해 정부의 보조를 받을 수 있을 여지가 있다.
◇ 재활용을 통한 온실가스 감축량 계산
재활용 과정에서 발생하는 소요전력량을 통하여 온실가스 배출량을 계산하였다. 전력사용량에 따른 온실가스 배출량은 다음과 같은 계산식을 통하여 계산할 수 있다.
GHG Emissions = Q(전력 사용량) × EFj(전력배출계수)
이를 이산화탄소 기준으로 계산한다면, EFJ=0.4567 tCO2/MWh으로 제품 단위당 온실가스 배출량은 1.145 kgCO2이다. 폐현수막 0.6kg 소각할 시에 온실가스 6.28kg이 발생한다는 점을 고려하면 재활용 시에 소각 시보다 확연히 적은 양의 온실가스가 발생함을 확인할 수 있다.
상세설계 내용
◇ 흡음 성능 테스트
흡음 성능 테스트는 ‘건축물용 흡음재의 흡음성능 평가 방법’(KS F ISO 11654) 등을 이용하여 시험하여야 한다.[11] 하지만 본 설계에서는 시중에서 판매되는 흡음 충진재를 선정하여 직접 제작한 프로토 타입의 폐현수막 흡음 충진재와의 성능을 비교할 목적으로 소음측정계(NL-42/RION)을 이용하여 계측 및 비교하였다. 기준으로 삼을 시중 흡음 충진재는 N25 충진재를 사용하였다. 성능 테스트 방법은 가로 36cm, 세로 24cm, 높이 24cm의 테스트 모델을 제작하여 두께 1cm의 흡음재를 충진한다. 계측대상은 대조군, 시중 흡음 충진재, 폐현수막 흡음 충진재이다. 아래 사진과 같이 소음측정계(NL-42/RION)를 일정한 거리에 위치시켜 각 모델에 대하여 5분간 3회 측정을 진행한다.

<Fig15> 테스트 모델

<Fig16> 흡음성능 평가
다음은 흡음성능 평가 결과를 나타낸 표이다. 표에서 볼 수 있듯이 폐현수막 흡음 충진재를 충진한 테스트 모델을 사용하였을 때 53.662dB로 시중 흡음 충진재를 충진한 테스트 모델을 사용하였을때의 54.931dB보다 우수한 성능 값을 얻었다.

결과 및 평가
완료 작품의 소개
프로토타입 사진

포스터
내용
관련사업비 내역서
내용
완료작품의 평가
내용
향후계획
내용
특허 출원 내용
내용