2조- 회수시켜조
프로젝트 개요
기술개발 과제
국문 : 질산성 폐수 처리 및 암모니아 회수를 통한 비료 생산 공정
영문 : Fertilizer production process through nitric acid wastewater treatment and ammonia recovery
과제 팀명
회수시켜조
지도교수
장서일 교수님
개발기간
2021년 9월 ~ 2021년 12월 (총 4개월)
구성원 소개
서울시립대학교 환경공학부 20*****086 황*나(팀장)
서울시립대학교 환경공학부 20*****009 김*경
서울시립대학교 환경공학부 20*****026 박*수
서울시립대학교 환경공학부 20*****085 정*승
서론
개발 과제의 개요
개발 과제 요약
다양한 산업폐수에서 발생하는 질산성 폐수를 효율적으로 처리하고 암모니아를 회수함으로써 비료를 생산하는 것을 목표로 한다. 구체적으로는, 질산성 질소를 전기·화학적 방법을 통해 암모니아 및 질소로 환원시킨 후 암모니아 스트리핑 공정을 거쳐 기체화된 암모니아를 황산 액적을 사용한 스크러버를 이용하여 액체 비료 중 하나인 황산암모늄을 회수한다. 질산을 암모니아로 환원하여 자원화 할 수 있어 경제적 잠재력을 기대할 수 있다.
개발 과제의 배경
◇ 산업화와 인구 증가로 배출되는 폐수의 특성이 다양해짐에 따라 폐수의 효율적인 처리에 어려움이 있으며 미처리된 오염물질이 수원을 포함하는 자연수계에 유출되어 환경오염이 발생하고 있다. 환경부는 장기적이며 안정적으로 생태계를 유지하고 안정성 높은 수자원을 확보하기 위해 환경에 대한 법적 규제를 강화하고 있으며, 에너지ㆍ자원의 사용량을 줄이면서 효율적인 폐수처리 시스템을 개발하는 노력을 하고 있다.
◇ 수질 오염물질 중 질산성 질소는 T-N 처리의 주요 타겟이 되고 있으며 도금폐수와 같은 산업폐수에서 고농도로 발생하고 있다. 질산성 질소의 처리는 크게 물리 화학적 처리와 생물학적 처리방법으로 처리되며 폐수의 발생이 일정하지 않은 산업체에서는 생물학적 처리방법의 활용이 어려우며 물리 화학적 방법을 활용할 경우에는 아래와 같은 장점이 있어 물리화학적 처리 방법을 활용하기도 한다.1) 직접 또는 간접적인 전기 산화-환원, 상분리, 농축, 희석, 항균기능 등은 기체, 액체, 고체 등의 오염물질에 적용할 수 있으며 아주 미세한 용량에서부터 큰 용량의 처리에 적합2) 일반적으로 다른 공정에 비해 낮은 온도에서 운전이 가능하며, 전극에 가하는 전위의 제어가 용이하기 때문에 불완전한 전류 분포와 전압 강하 그리고 부반응 등에 의한 에너지 손실의 최소화 가능 3) 조절변수는 전류량과 전압으로 데이터 수집이 용이하고 공정 자동화와 제어가 용이
◇ 대부분 천연가스를 분해하여 생산하는 암모니아의 경우 경제적인 이유로 대부분을 수입에 의존하고 있으며 최근 탄소 중립 등의 환경정책에 따라 발생하는 암모니아로의 연료전환 등의 이유로 그 수요가 증가할 것으로 사료된다. 따라서 본 개발에서 질산성 질소로 존재하는 오염물질을 암모니아로 회수하여 자원화 함으로서 경제적 가치를 창출하고 수입에 의존하는 수급 상황을 일부 개선할 수 있을 것으로 보인다.
개발 과제의 목표 및 내용
◇ 질산성 폐수의 전기분해를 이용한 처리 개발- 질산성 폐수의 효율적 처리 및 유지,관리에 유리한 전극 선정- 적절한 전류량 및 기타 효율개선 방안 조사
◇ 암모니아 스트리핑 및 회수 방안 개발- 전기분해를 고려한 필요 pH조절 소요 확인 및 pH조절 위치 선정- 암모니아 스트리핑 적정 pH, 온도 및 암모니아 회수 방안 선정
관련 기술의 현황
관련 기술의 현황 및 분석(State of art)
- 전 세계적인 기술현황
◇ 하폐수 처리에서 질소 제거를 위한 미생물 전기화학 기술(MES, Microbial Electrolysis Cell)이 있다. 본 기술은 MES 내 산소공급을 통한 질소 제거, MES의 외부 전압 인가를 통한 질소 제거, 독립영양생물을 이용한 MES의 질소 제거, MES 내 Geobacter sp.를 이용한 질산염 환원, MES에서 정전기장을 이용한 질소 제거 시스템을 통해 이루어진다. 내용은 다음과 같다.
1) MES 내 산소공급을 통한 질소 제거란 환원 전극에서 질산염을 전자 수용체로써 사용하여 산화 전극에서 유기 탄소를, 환원 전극에서 질소를 제거할 수 있는 기술이다. 환원 전극의 특정 부분을 폭기시킴으로써 질산화를 보완한다.
2) MES의 외부 전압 인가를 통한 질소 제거는 혐기성 및 무산소 조건 하에 외부 전압을 인가해줌으로써 생물 전기화학적 질산화 및 탈질 반응을 진행시키는 것이다. 산화 전극에서 전기 회로를 통한 전자의 이동으로 인해 시스템의 전기 중립성을 유지하기 위해 이온 교환 막으로 이온 전달을 유도한다. 이 때, 환원 전극에서 물은 수소 가스 와 수산화 이온으로 환원된다. 생성된 수소 가스는 전기보다 경제적 가치가 높으며 환원 전극부 용액에서 암모니아를 제거하는데 도움이 될 수 있다.
3) 독립영양생물을 이용한 MES의 질소 제거는 외부 유기물의 첨가 없이 산화 전극에서 폐수 내 유기물을 전자공여체로 하여 전자가 외부 회로를 통해 환원 전극으로 이동하여 생물 막에 의해 탈질 반응을 유도하는 방법을 이용한다. 이는 탈질 공정의 높은 C/N비 문제의 해결방안이 될 수 있다.
4) MES 내 Geobacter sp.를 이용한 질산염 환원은 전자 방출 및 질산염 환원 박테리아(Geobacter sp.)를 이용하는 것이다. 이 박테리아는 질산염을 암모늄으로 환원시키며 토양의 영양소 손실을 최소화 한다는 장점이 있다.
5) MES에서 정전기장을 이용한 질소 제거 시스템은 간접적인 전극 반응인 정전기장을 이용하여 미생물의 활성을 향상시키는 시스템이다.
◇ 폐수의 암모니아 스트리핑을 통해 액상 비료로 회수하는 기술이 있다. pH 조절 및 온도, 압력 조절을 거친 폐수를 공기와 접촉하면서 암모니아를 제거하되 폐수의 공기 접촉 효율을 개선하여 암모니아 제거 효율을 극대화하고, 상기 암모니아를 황산과 접촉시킴으로써 액상 비료로 회수하여 재활용하는 기술이다. 약품에 의해 응집된 불용성 부유물질을 재활용하여 인을 동시 제거하므로 경제성, 효율성을 우수하게 제공하는데 그 특징이 있다.
◇ 고농도 암모니아 함유 폐수를 이용하여 액체 비료를 만드는 기술이 있다. 이 기술의 개요는 다음과 같다. 이에 의해 제조된 액체 비료는 고농도 암모니아를 함유한 폐수를 암모니아와 액상의 폐수로 분리하여 액상의 폐수에 함유된 암모니아를 85% 내지 95% 감소시키는 효과가 있다.
1) pH 조정조에 반입된 고농도 암모니아 함유 폐수(축산폐수, 음식물 탈리액)에 수산화 나트륨을 투입하여 폐수의 산성도를 조정한 뒤 고농도 암모니아 함유 폐수를 가열시켜 암모니아 탈기탑에서 액상의 폐수와 공기 및 암모니아로 이루어진 기체로 분리한다.
2) 분리된 액상의 폐수를 분리 배출하고 분리된 공기 및 암모니아로 이루어진 기체를 암모니아 흡수탑으로 이동시킨 뒤 암모니아 흡수탑에 인산 수용액을 투입하여 인산수용액이 암모니아를 흡수하고 남은 공기를 배출하게 한다.
3) 암모니아가 흡수된 인산수용액이 암모니아와 반응하여 질소가 7% 내지 9%, 인이 2% 내지 3%의 함량에 도달되면 암모니아 흡수탑 내의 수용액을 저장조로 배출하고, 저장조로 배출된 수용액에 황산 칼륨 및 미량 비료성분을 투입함으로써 고농도 암모니아 함유 폐수를 이용하여 액체 비료 제조한다.
- 특허조사 및 특허 전략 분석
◇ 10-1150381 암모니아 탈기 및 회수장치

본 발명은 고농도의 암모니아가 포함된 폐수로부터 암모니아가 탈기되는 스트리핑 반응조이다. 폐수 공급부, 교반기, 펌프, pH메터, 처리수 순환부, 압력탱크, 저장조, 반응조, 혼화기, 공기 압축기 등으로 구성되어 있다. 기액 접촉 효율을 높여 탈기 효율을 향상시킬 수 있음을 뿐만 아니라 공기의 사용량을 감소시켜 필요한 송풍기의 동력을 줄임으로써 에너지를 절감시킬 수 있다. 또한 본 기술은 소규모 폐수처리장에도 적용이 가능하며, 무엇보다도 폐수 내의 암모니아를 종래보다 효율적으로 탈기시킬 수 있는 장점을 지닌다.
◇ 10-0980636 전기분해를 이용한 정수 및 하수처리시설용 질산성질소 제거장치

본 발명은 전기분해를 이용한 정수 및 하수처리시설용 질산성질소 제거장치에 관한 것으로, 그 목적은 Ni-Foam 또는 Cu-Foam 에 파라듐(Pd) 도금한 촉매를 이용하여 정수 및 하수처리시설에서 질산성 질소를 전기분해로 제거할 수 있는 질산성 질소 제거장치를 제공하는 것이다. 양극 및 음극으로 백금(Pt)을 도포한 티타늄(Titanium)전극이 설치되고, 양극과 음극 사이에 양이온 교환막이 설치되며, 음극 주위에 파라듐(Pd)이 도금된 촉매판이 설치되되, 상기 촉매판은 Ni-Foam 또는 Cu-Foam 에 파라듐(Pd) 도금되거나, NiꠓFoam 에 구리(Cu) 도금 후 파라듐(Pd) 도금되어 있다.
◇ 10-2179532 질소산화물 제거용 전기분해장치 및 질소산화물 제거방법

본 발명의 목적은 고효율로 질소산화물을 제거하기 위한 장치와 이를 위한 방법을 제공하는데 있다. 또한 이를 이용하여 질소산화물로부터 선택적으로 암모니아 또는 질소를 제조하는 장치 및 방법을 제공하는데 목적이 있다. 이를 위하여 본 발명은 기체확산층을 포함하는 캐소드 전극, 애노드 전극, 기준 전극, 전해질, 및 상기 기체확산층을 포함하는 캐소드 전극과 연통되는 질소산화물 공급부를 포함하는 것을 특징으로 하는 질소산화물 제거용 전기분해장치를 제공한다. 본 발명에 따르면, 심각한 대기오염을 초래하는 질소산화물을 고효율로 제거할 수 있을 뿐만 아니라, 나아가, 질소산화물로부터 활용도가 높은 암모니아를 고수율로 생산할 수 있고, 필요에 따라서 인체에 무해한 질소로의 선택적인 전환이 가능한 효과가 있다. ◇ 10-1833833 폐수의 암모니아성 질소를 제거하기 위한 전기화학적 수처리장치

본 발명은 폐수에 포함되어 있는 암모니아성 질소를 전기화학적 산화를 통해 제거하는 것이다. 염소계 라디컬 생성에 필요한 최적 전압을 인가하여 암모니아성 질소(NH4-N)의 산화효율을 높이며, 폐수의 단위 시간당 pH 변화 속도가 미리 설정된 기준 변화 속도를 초과하면 암모니아성 질소의 산화반응이 완료된 것으로 인식함과 함께 전원 공급을 차단하여 염소계 라디컬의 추가 생성을 방지하고 전력의 불필요한 소모를 방지할 수 있는 폐수의 암모니아성 질소를 제거하기 위한 전기화학적 수처리 장치이다. 본 발명에 따른 폐수의 암모니아성 질소를 제거하기 위한 전기화학적 수처리 장치는 폐수에 포함되어 있는 암모니아성 질소의 산화반응이 진행되는 공간을 제공하는 전기 화학 반응조이다.
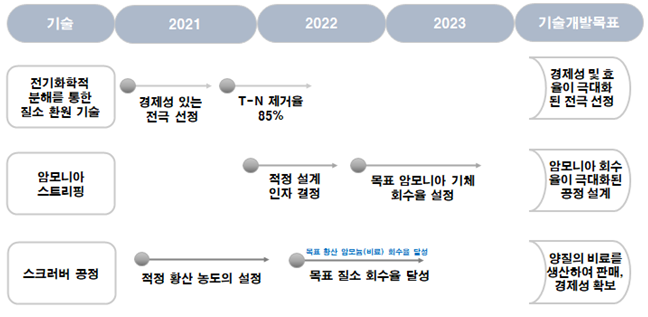
- 기술 로드맵

시장상황에 대한 분석
- 경쟁제품 조사 비교
◇ 고농도의 질소폐수를 처리하는데 사용되는 기술로는 현재 장기폭기법을 통해 암모니아성 질소를 질산성 질소로 전환하여 탈질하는 공정과 과 ANAMMOX bacteria를 활용한 처리방법 등이 활용되고 있다.
◇ 장기폭기법 vs ANAMMOX vs 개발공정

- 마케팅 전략 제시
◇ 안정적인 처리효율 및 간편한 운전 ◇ 황산암모늄 회수로 경제성 보완 가능

개발과제의 기대효과
기술적 기대효과
◇ 고농도 질소폐수에 전기화학적 처리방법의 적용으로 안정적인 처리방법 제시
◇ 다양한 형태로 이용되는 질소계열 자원의 회수 방법 제시
◇ pH가 주요인자로 작용하는 두 공법의 연결로 효율 증진을 위한 pH 조절 방법 설계
경제적, 사회적 기대 및 파급효과
◇ 생물학적 처리방법 대비 작은 부지에 적용 가능한 방법으로 비교적 작은 규모의 사업체에도 적용 가능하여 타겟 시장 확대
◇ 개발공정의 적용을 통해 안정적인 효율의 수처리로 특히 겨울철에 많이 발생하는 방류수 수질 기준 위반 업체를 감소시켜 수질 개선 기대
◇ 황산암모늄의 생산으로 비료의 국내공급 증가로 비료수급 안정성에 기여
기술개발 일정 및 추진체계
개발 일정

구성원 및 추진체계
◇ 김나경: 암모니아 전기 분해 공정 설계 전문가로서 분해 공정에서 발생하는 부산물과 설계의 타당성과 경제성을 분석한다. 전기 분해 공정을 사용함에 따라 필요한 부속 설비를 검토하며 설계를 진행한다. 공정 설계 후 실현 가능성을 검토하며 공정을 보완한다.
◇ 박민수: 전기 화학적 분해공정과 암모니아 스트리핑 공정 및 암모니아 재사용 공정을 조합하여 설계하는 공정 설계 전문가로서 공정 조합에서 발생할 수 있는 문제점에 대해 유의하며 설계를 진행한다. 설계 완료 후 기존 공정과의 비교를 통해 공정을 보완하며 설계의 완성도를 높인다.
◇ 정유승: 암모니아 스트리핑 공정 설계 전문가로서 기존의 공정을 분석하고 이를 개선하여 공정을 설계한다. 전기 화학적 분해 공정에 이어 설계할 경우의 장점과 단점에 유의한다. 완성된 공정을 비용, 타당성 등 다양한 측면에서 분석함으로써 개선 방안을 모색한다.
◇ 황유나: 암모니아 재사용 공정 설계 전문가로서 암모니아 스트리핑 공정에서 발생하는 암모니아를 효율적으로 포집하고 환원제로 재사용할 수 있도록 경제성에 유의하며 설계를 진행한다. 설계 완료 후 결정된 평가 방법에 따라 공정을 평가한다.
설계
설계사양
제품의 요구사항

1) 목표 질소 제거율(85%) 달성을 위한 적절한 전극 선정본 공정은 전극을 이용하여 전기화학적인 방법을 통해 질산성 질소를 암모니아 및 질소로 환원시키는 방법으로부터 시작된다. 질산성 질소의 전기분해에 사용되는 다양한 전극 중 목표 질소 환원율을 달성하면서 유지관리 비용이 저렴한 전극을 선정한다.
2) 암모니아 스트리핑조의 운전조건 유지스트리핑 조의 운전조건으로 공기 공급량, 수리학적 체류시간, pH, 온도 등이 있다. 일반적으로 본 공정에서는 공기 공급량이 증가하고 수리학적 체류시간이 길어질수록 질소 제거율이 높다. 공기 공급량과 수리학적 체류시간이 일정하도록 설정하였을 때, pH와 온도를 유지하기 위한 방법이 요구된다.
3) 스크러버에서의 경제적 약품 사용암모니아를 회수하여 황산암모늄을 생산하기 위해서 사용하는 황산 액적의 재사용율을 결정하여 높은 회수 효율을 달성함과 동시에 양호한 비용 효율을 달성하는 것을 목표로 한다.
목적 계통도

개념설계안

◇ 전기화학적 처리 본 설계에서 전기화학적 처리의 역할은 질산형태로 유입된 질소를 암모니아로 전환함과 동시에 일부 질소를 직접 처리하는 것을 목표로 하고 있다. 전기화학적 처리에서 질산성 질소는 질소, 암모니아 두가지 형태로 환원되며 직접 암모니아로 환원되는 경우와 아질산을 거쳐 암모니아로 환원되는 경우로 나뉜다. 해당 반응식은 아래와 같다.
NO3- + 6H2O + 8e- → NH3 + 9OH-
NO3- + 3H2O + 5e- → 1/2N2 + 6OH-
NO3- + H2O + 2e- → NO2- + 2OH-
NO2- + 5H2O + 6e- → NH3 + 7OH-
해당 반응식을 살펴보면 반응이 진행됨에 따라서 발생하는 수산화 이온에 의해서 pH가 증가하게 된다. 문헌조사에 따르면 반응이 충분히 이루어졌을 때 pH가 상승하여 최종적으로 10~11 정도로 도달하는 것을 확인 할 수 있다. 따라서 후단에 위치하는 암모니아 스트리핑에서 요구하는 높은 pH까지 pH를 조정하기 위한 약품 사용량의 저감을 기대한다.
본 설계의 목표는 최종적으로 암모니아가 비료로써 회수되어야 하기때문에 고려해야 할 사항은 아래와 같다.
1) T-N 직접 제거율이 너무 높지 않을 것 2) 최종 T-N에서 암모니아의 비율이 높을 것
본 설계에서 전기화학적 처리 전극은 Cathode로 brass(Cu62-Zn38) 그리고 Anode로 DSA(Ti/IrO2-Pt)를 사용한다.
◇ 암모니아 스트리핑 스트리퍼의 형태는 크게 스팀스트리퍼와 에어스트리퍼로 분류되고 스팀스트리퍼의 경우 대기중의 대상물질의 분율을 낮춰줌으로써 반응이 더 잘 일어나게 해주어 반응 온도를 낮출 수 있는 기대 효과가 있지만 스팀스트리핑이 사용되는 온도범위가 90~120도씨로 주로 VOC와 같은 비교적 무거운 물질의 스트리핑에 활용되기 때문에 암모니아 스트리핑에는 적절하지 않다고 생각하여 에어스트리핑을 선택하였다.
암모니아 스트리핑의 주요인자 pH의 경우 앞선 공정에서 발생하는 pH의 상승을 이용하여 약품사용량을 최소화 하는 것을 목표로 한다. 암모니아 스트리핑에서 발생하는 처리수가 연결공정에서 최종 처리수에 해당하므로 충분한 제거율을 갖기 위한 운전조건을 확인 할 필요성이 있다.
◇ 스크러버 공정 본 공정의 스크러버는 황산 액적을 세정액으로 사용하여 암모니아를 흡수하는 장치이다. 묽은 황산을 사용하면 화학반응에 의해 흡수율이 더욱 향상되므로 개발공정에서는 묽은 황산 용액을 세정액으로 사용할 예정이다. 여기서 묽은 황산의 농도 설정이 필요하다. 다음은 Hadlocon 외 2인(2014)이 실시한 스크러버 내 황산 액체 산도(pH) 또는 H2SO4 농도(% w/v)가 NH3 수집 효율에 미치는 영향을 나타낸 그래프이다. 그림 3에 따르면 1(% w/v) 농도의 황산액적이 세정액으로 사용될 때 스크러버의 효율이 가장 높다. 따라서 개발 공정의 묽은 황산 액적의 농도는 1(% w/v)로 설정하겠다.
 그림 3 스크러버 내 황산 액체 산도(pH) 또는 H2SO4 농도(% w/v)가 NH3 수집 효율에 미치는 영향
그림 3 스크러버 내 황산 액체 산도(pH) 또는 H2SO4 농도(% w/v)가 NH3 수집 효율에 미치는 영향
공정에서의 묽은 황산 용액은 암모니아와 반응 후 액체비료인 황산암모늄을 생성한다. 액체비료의 암모니아가 목표 농도에 도달할 때까지 황산암모늄 용액을 순환시키고자 하며 황산암모늄 생산을 위한 화학 반응식은 식 1과 같다.
식 1 : 2NH3 + H2SO4 -> (NH4)SO4
스크러버의 순환 원리는 그림 4의 흐름도에 개략적으로 나타내었다.
 그림 4 스크러버의 순환원리
그림 4 스크러버의 순환원리
이론적 계산 및 시뮬레이션
◇ 전기화학적 처리본 설계에서 전기화학적 처리 전극은 Cathode로 brass(Cu62-Zn38) 그리고 Anode로 DSA(Ti/IrO2-Pt)를 사용한다. 설계값은 동일 전극을 사용하여 연구를 진행한 Xu GUO , Chuanping FENG, Miao LI, Lizhu HOU(2009)가 제시한 수치를 바탕으로 설계를 진행하였다. 표1은 Xu GUO , Chuanping FENG, Miao LI, Lizhu HOU(2009)에서 적용한 전해조의 형태 및 실험조건이다.

표1. 전해조의 형태 및 실험조건 Xu GUO , Chuanping FENG, Miao LI, Lizhu HOU(2009)
대상 시료를 회분식 반응조에서 전기분해한 결과 T-N은 50mg/L에서 25mg/L로 대략 50% 제거되었다. 대상 시료의 T-N은 NO3-N 용액으로만 이루어져 있으며, 10mA/cm2의 전류밀도에서 실험하였을 때 NO3-N의 제거율은 대략 90%이다. NO3-N의 제거율은 식 (1)을 이용하여 계산하였다. 이중 생성된 암모니아성 질소는 대략 20mg/L로 질산성 질소의 암모니아성 질소로의 전환율은 40%이다.

본 설계의 설계유량은 200m3/day로 전해조의 체류시간을 240min으로 설정하여 구한 전해조의 용량은 식 (2)와 같으며, 여유율 1.2를 고려한 조의 용량은 40m3이다. 이에 맞추어 산정한 조의 규격은 4m*2m*5m이다.
식(2)

표 1에 따르면 전극의 양면면적과 용량의 비는 이므로 양면기준으로 이를 33.33m3에서 나눠주면 필요한 전극의 양면 면적이 산정되고 이를 다시 2로 나누어 단면 면적을 산정하면 필요한 전극의 단면의 면적은 총 216.67m2다. 따라서 한 개의 전극 규격을 2m*1m로 가정 하였을 때 음극과 양극 각각 109개 이상이 필요하게 된다. 전극의 배열을 {+}-{-}-{+}-{-}-...(-)-(+) 형태로 배치하고 배치상의 문제로 총 양극128개, 음극112개를 사용하였다.
◇ 암모니아 스트리핑
암모니아 스트리핑의 주요 운전변수로는 수리부하, pH, 공급공기량, 기액비 등이 있다. 본 설계에서는 허남효외 4인(2001)이 제시한 암모니아 탈기탑에서의 최적운전조건을 참고하여 설계를 진행하고자 한다. 표2 는 허남효 외 4인(2001)에서 충진재로 P.P를 사용하였을 때 도출된 암모니아 탈기탑의 최적운전조건이다.

표2 암모니아 탈기탑의 최적운전조건(허남효 외 4인, 2001)
본 설계에서는 별도의 hitting 장치를 설치하지 않을 것이므로 온도는 22-25로 설정하였고, 해당 온도에서 위 조건으로 3시간 운영 시 암모니아 회수율이 90%에 달한다. 공공폐수처리시설 설계지침에 따른 암모니아 탈기탑의 적정 높이는 6-7.6m로 본 설계에서는 7m를 적용하였다. 아래는 수리학적 부하율을 고려한 탈기탑의 직경과 그에 따른 용량 산출 과정이다.

또한, 기액비를 고려한 암모니아 탈기탑의 공기 공급량은 86 x 200 m/d = 17,200 m/d이다. 여기서 발생하는 처리수가 개발공정의 최종처리수 이므로이에 해당하는 T-N 처리 효율을 계산해 보면 아래와 같다.

◇ 스크러버
Scrubber는 표면적이 큰 충진물의 표면에 액적과 가스를 저속으로 향류접촉시켜 대상물질을 처리한다. 일반적으로 가스의 겉보기 속도는 0.3~1m/s 사이이며, 액기비는 1~10l/m3 사이의 값을 가진다. 개발공정에서의 스크러버의 액기비는 2l/m3로 설정하였다. 처리가스는 공기와 암모니아의 혼합가스로 밀도를 1.1로 가정하였고, 처리가스량과 용매유입량을 아래와 같이 계산하였다.

탑경은 처리가스량, 용매유입량 및 충전물의 종류와 그림 1의 Lobo 보정을 사용하여 계산할 수 있다. 그림 5은 익류를 유발시킬 수 있는 유량을 결정하는데 사용되며, 탑경은 아래와 같이 계산한다.
(1) 그림 5의 X축은 , Y축은 이다.여기서, G' = 탑단면의 처리가스 통과량 (kg/secㆍm2)
= 충진재 계수(m-1)
= 처리가스 밀도
= 용액밀도
‘ = 용액점도
= 중력가속도
 그림 5. 무작위 충진 시 익류보정계수(Lobo 보정)
그림 5. 무작위 충진 시 익류보정계수(Lobo 보정)
X축의 값은 이며 이에 따른 Y축의 값은 0.08이다.
(2) 을 에 대한 식으로 정리하여 계산하면kg/secㆍm2 이다. 여기서, 충진재 계수는 대기방지시설 설계편람에 따라 1인치의 rasching ring ceramic을 사용하였을 때의 값(509m-1)를 적용하였고 용매의 점도는 1로 가정하였다.
(3) 익류점에서 스크러버를 운전할 경우 세정액이 배출가스에 의하여 익류하기 때문에 이를 방지하기 위해 에 40~70%를 곱하여 를 계산한다.
![]()
(4) 단면적 및 직경 결정 탑 높이를 산정하는 과정은 아래와 같다.
(1) (충전층의 높이)=HOGNOG

: 기상전달 단위 높이 : 액상전달 단위 높이
m : NH3평형곡선의 기울기=0.06(대기방지장치 설계편람) Gm : 가스공탑몰속도
Lm : 액체공탑몰속도
(2) HG, HL, 산정

G': 가스공탑 질량속도(kg/m2ㆍhr) L': 액체공탑 질량속도(kg/m2ㆍhr) : 가스상의 슈미트 수 : 액체상의 슈미트 수
- 충진재 계수
이때, HOG의 값은 아래와 같이 계산된다.

(3) NOG 산정본 설계 스크러버의 효율은 99퍼로 한다. 따라서 NOG는 아래와같이 계산된다.
![]()
(4) 충전층의 높이(충전층의 높이)=HOGNOG= 0.33454.61=1.54m1.6m
탑의 높이는 유입관의 높이 0.4m, 기액분리대의 높이 0.5m 기타 부분의 길이 0.5m까지 고려하여 총 높이는 3m로 설정하였다.
◇ 암모니아 회수 대상 폐수로 Byong-Hun Jeong 외 9인에서 제시된 축산폐수를 사용하였다. 축산폐수의 성상은 아래 표 4와 같다.
 표4 축산폐수 성상( Byong-Hun Jeong 외 9인)
표4 축산폐수 성상( Byong-Hun Jeong 외 9인)
전기분해를 통한 암모니아성 질소로의 전환율을 40% 이며, 암모니아 스트리핑에서의 효율은 90%, 스크러버에서의 암모니아 회수율은 99%이다. 유입된 T-N 중 황산암모늄 형태로 회수된 질소의 무게는 아래 식과 같다.

경제성 분석
개발공정의 경제성 분석을 위해 공정의 대략적인 운영비와 회수된 황산암모늄의 판매수익을 비교하였다. 개발공정의 운영비를 크게 전극 교체비용, 전기화학적 분해조 및 암모니아 스트리퍼의 전력비, 스크러버에 소요되는 약품비로 나누어 각각을 산정하였다. 산정된 공정 운영비와 황산암모늄의 판매수익은 아래에 나타내었다.
◇ 전극교체비용 전기화학적 분해조의 음극은 황동(Brass_Cu62%-Zn38%)재질을 사용하였으며 양극으로는 DSA(Ti/IrO2-Pt)를 사용하였다. 문헌을 참고한 각 전극의 교체주기와 시중 판매 가격을 아래 표 5에 나타내었다.

본 설계에서 전극의 규격은 2m*1m이다. 설계사양에 맞춘 한 판의 전극 당 필요 전극샘플의 개수는 황동 전극은 50개 DSA전극은 2222개이다. 따라서 황동전극과 DSA전극 한판 각각의 가격은 9889원/샘플50=494,450원, 12,000원/샘플2222=26,664,000원이다. 필요 전극 수는 음극 128개 양극 112개로 교체주기와 설계사양 및 시중 가격을 고려하여 계산한 한 달 기준 전극 교체비용은 아래 계산과정과 같다.
① 황동(Brass) 전극: 494,450원/개 X 128개 X 48hr X 1day/24hr X 1month/30day = 949,344,000원/달
② DSA 전극: 26,664,000원/개 X 112개 X 30/57month = 1,571,772,632원/달
<최종 비용> 한 달 기준 전극 교체비용 : 2,521,716,632원/달
◇ 전력비
계약전력은 처음 75kW에 대해서는 100%, 다음 75kW에 대해서는 85%, 75%, 65%, 그리고 300kW 초과분에 대해서는 60%로 환산되어 계산된다. 본 공정의 계약전력은 따라서 86kW로 계산되었다. ⚫ 전기화학 분해조 설계 전극수는 개이며, 설계 전류 밀도는 10 mA/cm. 즉, 0.01 A/cm이다. 총 전류량은 이며 운전 전압을 3V로 설계하였으므로 사용 전력량은 이다. 이에 따라 기본요금과 전력량 요금, 부가가치세, 전력산업기반기금 등을 통해 계산한 월 청구금액은 907,395 원 이다. 자세한 계산과정은 다음과 같다.

⚫ 암모니아 스트리핑조 공기 유량은 기액비와 유량을 통해 계산된 이며, 이를 통해 전력량을 계산할 수 있다. 전력량은 공기유량, 수두손실, 물의 밀도의 곱을 효율로 나누고 여유율을 곱한 값으로, 본 설계에서 여유율은 10%로 설정하여 계산하였다. 이에 따라 기본요금과 전력량 요금, 부가가치세, 전력산업기반기금 등을 통해 계산한 월 청구금액은 638,477 원 이다. 자세한 계산과정은 다음과 같다.

◇ 약품비 개념설계에서 1(% w/v) 농도의 황산액적이 세정액으로 사용될 때 스크러버의 효율이 가장 높아 묽은황산의 농도는 1(% w/v)로 결정하였다. 개발 공정의 스크러버 액기비는 2l/m3,로 용매유입량은 1435.84kg/hr로 계산된 바 있으며, 이 중 70%는 재순환하기 때문에 주입할 용매의 양은 용매유입량의 30%에 해당된다. 용매의 밀도를 1kg/L로 가정하여 한 달 기준 소요 약품비를 계산하였다. 아래 표는 시중 98%의 고순도 황산분말의 용량 당 가격이다.

시중 판매가격 기준으로 계산한 한 달 기준 소요 약품비는 아래와 같다.

2021년 12월 7일 환율을 적용하여 계산한 한 달 기준 소요 약품비는 74969.39원이다.
◇ 공정 운영비용 산정한 전극 교체비용, 전기화학적 분해조 및 암모니아 스트리퍼의 전력비, 스크러버에 소요되는 약품비용의 합은 아래 표와 같다.

◇ 황산암모늄 판매 수익 본 설계에서 유입된 T-N 중 황산암모늄 형태로 회수된 질소의 무게는 19.98t/d이다. 이를 황산암모늄의 무게로 환산한 값은 아래 계산과정과 같다.

국제 화학약품 물가 분석 사이트인 Chemanalyst에서 산정한 아시아의 2021년 3분기 황산암모늄의 가격은 384USD/MT이며, 이를 고려하여 산정한 한 달 기준 황산암모늄 판매수익은 아래 계산과정과 같다.
![]()
2021년 12월 7일 환율을 적용하여 계산한 한 달 기준 황산암모늄 판매수익은 2,571,613,056원이다.
◇ 경제성 분석 개발공정의 경제성 분석을 위해 공정의 대략적인 운영비와 회수된 황산암모늄의 판매수익을 비교하였다. 판매 수익과 운영비의 차는 48,275,583원로 2021년 3분기 기점으로 개발 공정의 운영은 한 달 기준 48,275,583원의 수익을 얻을 수 있다. 다만 황산암모늄의 분기별 가격은 변동이 있으므로 수익금의 차이가 있을 수 있다는 한계가 있다.
결과 및 평가
조립도
◇ 전기화학적 반응조전기화학적 반응조의 깊이: 4m , 폭 : 5m, 길이 2m 전극이 15개가 들어있는 묶음형식으로 4개의 묶음이 4단으로 구성되어 있다.하나의 묶음의 구성은 아래의 그림과 같다. (전극 사이 간격 1cm)
 (+) (-) (+) (-) ... (+) 순서로 전극이 배치되어 있으며 마지막 전극은 (+)전극으로 끝난다.따라서 반응조의 총 (+) 전극의 개수는 (-) 개수보다 16개 많기에 양극의 개수는 128개, 음극의 개수는 112개로 총 전극의 수는 240개다.
(+) (-) (+) (-) ... (+) 순서로 전극이 배치되어 있으며 마지막 전극은 (+)전극으로 끝난다.따라서 반응조의 총 (+) 전극의 개수는 (-) 개수보다 16개 많기에 양극의 개수는 128개, 음극의 개수는 112개로 총 전극의 수는 240개다.
◇ 암모니아 스트리핑
탈기탑 높이 : 7m탈기탑 직경 : 1.5m

◇ 암모니아 스크러버

◇ 최종 조립

포스터

완료작품의 평가

(1) T-N 및 NO3-N 제거율최종 처리수에서의 T-N 및 NO3-N 제거율은 아래 식과 같이 구한 바 있으며, 개발 목표치인 85%를 달성하였다. (2) 암모니아 회수율유입된 T-N 중 황산암모늄으로 회수된 질소의 무게는 19.98t/d로 구한바 있으며, 유입된 T-N의 무게를 계산하여 회수율을 구하면 36.13%로 개발 목표치인 30%를 달성하였다.
(3) 처리시간의 계산전기화학적 처리는 동일 전극을 사용하여 연구를 진행한 Xu GUO , Chuanping FENG, Miao LI, Lizhu HOU(2009)가 제시한 수치를 바탕으로 설계하여 반응시간이 총 240분(4시간)으로 산정하였다.암모니아 스트리핑은 허남효외 4인(2001)이 제시한 암모니아 탈기탑에서의 최적운전조건을 참고하여 3시간 운영시 암모니아 회수율이 90%에 달하기에 총 180분(3시간)으로 산정하였다.스크러버의 처리시간은 위 두 공정에 비해 매우 짧으므로 생략하여 공정의 총 처리시간을 계산하면 4시간+3시간=7시간이다. 개발 목표치였던 12시간 이내이므로 목표치를 만족하였다. (4) 암모니아 재사용 경제성경제성 분석에서 판매 수익과 공정 운영비의 차는 48,637,595원로 2021년 3분기 기점으로 개발 공정의 운영은 한 달 기준 48,637,595원의 수익을 얻을 수 있다. 따라서 (개발 공정의 운영 비용/ 암모니아의 경제적 가치)의 값이 1 미만이므로 목표치를 달성하였다. 다만 황산암모늄의 분기별 가격은 변동이 있으므로 수익금의 차이가 있을 수 있다는 한계가 있다.
(5) 사업성개발 공정은 고농도 질소폐수를 전기화학적 처리를 통해 안정적으로 처리할 수 있으며 생물학적 처리방법 대비 작은 부지에 적용 가능한 방법으로 비교적 작은 규모의 사업체에도 적용 가능하다. 또한 동절기에도 안정적인 처리 효율로 방류수 수질 기준을 만족시키기에 용이하다.다만 초기 투자비용이 크며, 비용효율이 황산암모늄의 시세라는 외부요인에 크게 의존한다. 또한 질산성 질소가 높지 않은 폐수에 적용하기 힘들어 대상 시장이 작을 수 있으며, 실시예시에서는 pH가 적정 조건 내였지만 실제 질산성 폐수의 pH는 산성영역인 경우가 많아 별도의 pH조절이 필요해질 수 있다. 발전시켜야 할 부분이 다수 존재하기 때문에 사업성의 보완이 필요하다고 판단하였다.
향후계획
◇ 대부분 천연가스를 분해하여 생산하는 암모니아의 경우 경제적인 이유로 대부분을 수입에 의존하고 있으며 최근 탄소 중립 등의 환경정책에 따라 발생하는 암모니아로의 연료전환 등의 이유로 그 수요가 증가할 것으로 사료된다. 따라서 본 개발에서 질산성 질소로 존재하는 오염물질을 암모니아로 회수하여 자원화 함으로서 경제적 가치를 창출하고 수입에 의존하는 수급 상황을 일부 개선할 수 있을 것으로 보인다.
◇ 또한, 현재 전 세계에서 생산되는 약 2억 톤의 암모니아 중 80%는 화학비료 생산에 사용되고 있다. 그러나 기존의 암모니아 생산방식에는 환경오염 문제가 발생하고 있다. 화학비료 생산을 위한 암모니아 합성 과정에서 다량의 온실가스가 배출되고 환경오염을 유발하고 있다. 따라서, 폐수처리를 통해 액상비료를 생산하는 공정은 폐수 처리 비용의 절감과 환경오염을 최소화 할 수 있기에 해당 공정은 향후 큰 시장 경쟁력을 가질 수 있을 것이라 기대된다.
◇ 본 공정은 안정적인 처리효율을 유지하는 장점이 있으며 운전의 간편함이 있다. 추가적으로, 종래방식의 겨울철 불안정한 처리효율 문제를 해결할 수 있는 큰 이점이 있다. 향후, 해당 공정이 더 많은 발전을 이루게 되어 다양한 형태로 이용되는 질소계열 자원의 회수가 상용화되며 고농도 질소폐수의 전기화학적 처리방법의 적용으로 안정적인 처리방법을 제시함으로써 많은 사업체에서 적용가능하고 타겟 시장이 확대될 것으로 고려된다.
특허 출원 내용

부록
참고문헌 및 사이트
1. 허남효 외 4인, 2001, 암모니아 탈기공정을 이용한 혐기소화 슬러지 탈수액의 고농도 암모니아성 질소 제거 및 회수
2. Byong-Hun Jeong 외 9인, Removal of nitrate and ammonium ions from livestock wastewater by hybrid systems composed of zero- valent iron and adsorbents
3. Xu GUO , Chuanping FENG, Miao LI, Lizhu HOU. “Electrochemical Removal of Nitrate Ion on Brass Cathode and DSA Anode”, chool of water resources and environment, China University of Geosciences, Beijing ,China
4. Lemeyonouin Aliou Guillaume POHAN, Ollo KAMBIRÉ, Mohamed BERTÉ and Lassiné OUATTARA, “Study of lifetime of Platinum Modified Metal Oxides Electrodes”
5. Tunc¸ Tuken, Birgul Yazıcı, Mehmet Erbil. The electrochemical synthesis and corrosion performance of polypyrrole on brass and copper, 2004, Progress in Organic Coatings 51, 152–160
6. Lemeyonouin Aliou Guillaume POHAN, Ollo KAMBIRÉ, Mohamed BERTÉ, Lassiné OUATTARA. Study of lifetime of Platinum Modified Metal Oxides Electrodes, 2020, Int. J. Biol. Chem. Sci. 14(4)
7. 폐수의 암모니아 스트리핑 장치. http://kpat.kipris.or.kr/kpat/biblioa.do?method=biblioFrame
8. 암모니아 탈기를 이용한 고농도 질소 인 제거 http://kpat.kipris.or.kr/kpat/biblioa.do?method=biblioFrame
9. 채형원,최용훈,김명운,김명운,and 정석희. "하폐수처리에서 질소 제거를 위한 미생물 전기화학 기술의 동향." 상하수도학회지 34.5 (2020): 345-356.
10. 암모니아 탈기 및 회수장치. http://kpat.kipris.or.kr/kpat/biblioa.do?method=biblioFrame
11. 전기분해를 이용한 정수 및 하수처리시설용 질산성질소 제거장치
http://kpat.kipris.or.kr/kpat/biblioa.do?method=biblioFrame
12. 질소산화물 제거용 전기분해장치 및 질소산화물 제거방법
http://kpat.kipris.or.kr/kpat/biblioa.do?method=biblioFrame
13. 폐수의 암모니아성 질소를 제거하기 위한 전기화학적 수처리장치
http://kpat.kipris.or.kr/kpat/biblioa.do?method=biblioFrame
14. Trinh, H. P., Lee, S.-H., Jeong, G., Yoon, H., & Park, H.-D. (2021). Recent developments of the mainstream anammox processes: Challenges and opportunities. Journal of Environmental Chemical Engineering, 9(4), 105583.
15. 하수처리원리, 영천시, https://www.yc.go.kr/depart/contents.do?mId=0501020000