5조-과즙미애
| Portable Compact
FDM 3D Printer | ||
|---|---|---|
| 과즙미애 | ||

| ||
| 학교 | 서울시립대학교 | |
| 학과 | 기계정보공학과 | |
| 학번 및 성명 | 20194300** | 고**[1] |
| 20194300** | 유** | |
| 20194300** | 이** | |
| 20194300** | 정 * | |
프로젝트 개요
기술개발 과제
국문 : 휴대용 소형 FDM 3D 프린터
영문 : Portable Compact FDM 3D Printer
과제 팀명
과즙미애
지도교수
윤민호 교수님
개발기간
2024년 9월 ~ 2024년 12월 (총 4개월)
구성원 소개
서울시립대학교 기계정보공학부·과 20194300** 고**(팀장)
서울시립대학교 기계정보공학부·과 20194300** 유**
서울시립대학교 기계정보공학부·과 20194300** 이**
서울시립대학교 기계정보공학부·과 20194300** 정*
서론
개발 과제의 개요
개발 과제 요약
이 개발 과제의 목표는 휴대용 FDM 방식 3D 프린터를 설계하고 제작하는 것이다. 기존 3D 프린터의 3축 직선 운동 중 1축 또는 2축을 회전운동으로 변경하여 기구부를 단순화하고 소형화한다. 이를 통해 가방에 넣을 수 있을 정도로 크기를 줄인다. 기구 설계와 함께 G-code를 펌웨어에서 변환 및 최적화하여 새로운 좌표계에서도 적층 품질을 유지하면서 출력 시간을 단축한다. Flutter 프레임워크로 모바일 애플리케이션을 개발하고, 블루투스 통신을 통해 스마트폰으로 3D 프린터를 원격 제어 및 실시간 모니터링할 수 있게 한다. 이러한 하드웨어와 소프트웨어의 통합을 통해 전쟁, 재난 상황, 우주와 같은 특수한 환경에서도 필요한 부품을 신속하게 제작할 수 있는 휴대성 높은 3D 프린터를 개발한다.
개발 과제의 배경 및 효과
- 개발 배경
- 다품종 소량생산이 시장에 보편화됨에 따라 CNC가공, 레이저컷팅, 3D프린팅을 활용한 가공방식이 널리 활용되고 있다. 그 중에서도 3D프린팅은 복잡한 형상을 제작할 수 있으며 제작 단가가 저렴해 다양한 산업에서 급부상 중이다. 현재 로보틱스 연구실에서 출전하는 ‘자율주행 로봇레이스’에서 사용하는 ERP-42 플랫폼에도 3D프린팅으로 가공한 부품들이 사용되고 있다. 이 부품들은 하중을 많이 받지 않는 구조물로 쓰이고 있으나, 사고 등으로 인해 파손될 위험이 존재한다. PLA와 같은 플라스틱 소재는 금속과 달리 재가공이 어렵다. 따라서 3D프린팅으로 가공한 부품이 파손되거나 변형될 시 다시 출력하는 것 외에는 해결 방안이 없다. 하지만 3D프린터가 현장에 없다면 부품을 출력하고 운송하기 위해 오랜 시간과 많은 비용이 소요되는 문제가 있다.
- 기대 효과
- 본 팀은 휴대가 가능한 FDM방식의 3D프린터를 제작함으로써 개발 배경에 상기된 문제를 해결하고자 한다. 시중에도 휴대용 3D 프린터가 존재하지만, 그 크기가 커서 큰 수트 케이스에 담아 운반해야 할 정도로 휴대성이 떨어진다(그림 1). 이는 3D 프린터의 3축이 모두 직선 운동을 하는 액추에이터를 사용해야 하는 구조적 한계에서 비롯된다. 따라서 3축 중의 1축 혹은 2축을 직선운동에서 회전운동으로 바꾼다면 그 구조가 단순해져 더욱 소형화할 수 있다. 이를 통해 3D프린터를 가방에 넣을 수 있을 만큼 소형화한다면 어디든 가지고 다닐 수 있을 만큼 휴대성이 높아질 것이다. 이러한 목표를 달성한 제품이 개발된다면 일반적인 환경뿐만 아니라 우주, 재난 상황, 전쟁과 같은 짐을 많이 챙길 수 없는 상황에서도 활용될 수 있다. 3D프린팅의 시장이 커지고 활용도가 높아지는 현재, 휴대성을 높인 3D프린터는 충분한 경쟁력을 가질 수 있을 것이다.

개발 과제의 목표 및 내용
- 개발 목표
- 소형화
3D 프린터를 일반적인 백팩에 들어갈 수 있을 정도로 소형화하는 것을 목표로 한다. 이를 위해 기존 FDM 방식 3D 프린터의 3축 직선운동 중 x축과 y축을 회전운동으로 변경하여 메커니즘을 단순화한다. 또한, 모듈화 및 가변성을 통해 기구를 접거나 분리할 수 있도록 설계하여 보관 및 이동 시 크기를 최소화한다. 전자부품(SMPS, 아두이노 등)은 소형화가 어려우므로 제품 크기 산정에서 제외한다. - G-code 해석 및 최적화
기존 G-code를 그대로 사용하는 대신 펌웨어 단계에서 G-code를 분석하고 변환하여 소형화된 프린터의 새로운 메커니즘에 맞는 최적화된 명령을 생성한다. 특히 직교좌표계를 원통좌표계로 변환하여 이동 경로를 재구성하고, 노즐 이동을 최소화하여 출력 정밀도와 속도를 향상시킨다. 또한, 모터의 가속도와 속도를 최적화하여 출력 품질을 유지하면서도 출력 시간을 단축한다. - 사용자 친화적인 모바일 애플리케이션 개발
3D 프린터의 휴대성을 강조하기 위해 스마트폰 애플리케이션을 통해 프린터를 제어할 수 있도록 한다. PC나 고가의 제어 보드 사용을 배제하고, Flutter 프레임워크를 사용해 iOS와 Android에서 모두 동작 가능한 앱을 구현한다. 블루투스 기반의 무선 통신을 사용하여 인터넷 연결이 어려운 환경에서도 실시간으로 프린터를 제어하고 모니터링할 수 있도록 설계한다.
- 개발 내용
- 소형화
소형화를 위해 기존 3D 프린터의 3축 직선운동 중 X, Y축을 회전운동으로 변경하는 방식을 도입한다.
첫 번째 후보로 5-bar 메커니즘을 활용하여 두 축 모두 회전운동으로 변환하며, 이는 두 개의 모터와 다섯개의 링크만으로 간단히 제작 가능하다. 이 방식은 제작 비용이 낮고 제품 크기를 크게 줄일 수 있는 장점이 있지만, 링크의 유격과 무게로 인한 처짐 문제로 출력 품질에 영향을 미칠 수 있다.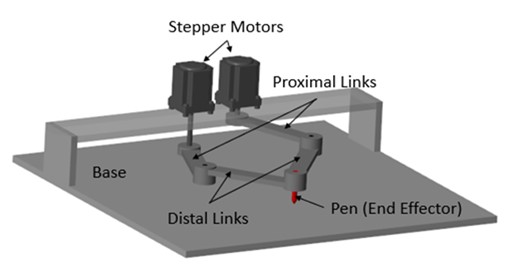 5-bar 메커니즘[3]
5-bar 메커니즘[3]
두 번째 후보는 타워크레인과 유사하게 한 개의 회전운동과 한 개의 직선운동을 결합한 방식으로, 기존 G-code를 원통좌표계로 변환하여 대응 가능하며, 구조적으로 견고하여 무거운 익스트루더를 사용해도 변형이 적다. 단, 구조가 복잡하여 소형화 시 접을 수 있도록 설계가 필요하다. 또한, 두 방식 모두 기구의 모듈화를 통해 보관 및 운반 시 각 부품을 접거나 분리하여 크기를 더욱 줄이고 유지보수성을 높인다.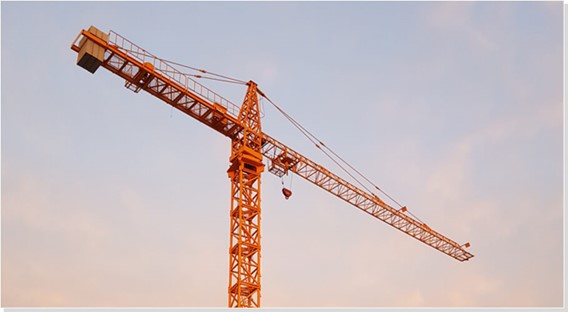 타워크레인[4]
타워크레인[4] - G-code 해석 및 최적화
소형화된 프린터의 새로운 메커니즘에 맞게 G-code를 최적화한다. 직교좌표계를 원통좌표계로 변환하여 이동 경로를 재구성하고, 펌웨어 단계에서 G-code를 분석하여 이동을 최소화하고 출력 순서를 재배열함으로써 출력 정밀도를 유지한다. 특히 펌웨어는 G-code의 속도 파라미터와 모터 가속도를 기반으로 명령을 최적화하여 출력 품질에 영향을 주지 않으면서도 출력 시간을 단축한다. 또한, 이동 경로를 단순화하고 불필요한 이동을 제거하여 소형화된 프린터의 물리적 제약을 극복한다. - 모바일 애플리케이션 개발
Flutter를 활용하여 iOS와 Android에서 모두 동작 가능한 모바일 애플리케이션을 개발하며, 3D 프린터의 원격 제어와 실시간 모니터링을 주요 기능으로 포함한다. 사용자는 앱을 통해 프린터를 시작, 정지, 일시 중지할 수 있으며, 3D 모델 파일을 업로드하고 관리할 수 있다. 또한, 프린팅 속도와 온도 설정을 조정할 수 있는 기능을 제공한다. 블루투스 기반 통신을 채택하여 인터넷 연결 없이도 안정적으로 프린터와 연결할 수 있으며, 저전력 기술을 통해 에너지 효율성을 높인다. 이 앱은 휴대성이 강조된 제품 컨셉에 맞게 설계되어 사용자 경험을 극대화한다.


관련 기술의 현황
State of art
- 소형화 및 경량화
현재 휴대용 FDM 3D 프린터 시장은 극도의 소형화와 경량화를 향해 빠르게 발전하고 있다. 최신 모델들은 기존 데스크톱 버전에 비해 크기와 무게를 50-70%가량 줄이는데 성공했다[5][6].
- 크기: 일부 선도적인 모델들은 접었을 때 노트북 크기(약 30x20x5cm) 수준으로 소형화되었다.
- 무게: 가장 가벼운 모델은 900g에서 1.2kg 사이로, 일반적인 노트북과 비슷한 무게를 달성했다.
- 휴대성: 대부분의 모델이 전용 케이스나 백팩과 함께 제공되어 이동성을 극대화하고 있다. - 배터리 구동 및 전력 효율성
배터리 기술의 발전과 함께, 휴대용 3D 프린터의 전력 효율성도 크게 향상되었다[5][7].
- 배터리 수명: 최신 모델들은 한 번의 충전으로 4-6시간의 연속 프린팅이 가능하다.
- 전력 효율성: 저전력 모터와 최적화된 발열 관리 시스템을 통해 전력 소비를 20-30% 줄이는데 성공했다.
- 급속 충전: 일부 모델은 USB-C PD(Power Delivery) 기술을 채택하여 1시간 이내에 80% 이상 충전이 가능하다.
- 대체 전원: 태양광 패널이나 보조 배터리를 통한 충전 옵션을 제공하여 장기간 야외 사용을 지원한다. - 내구성 및 강건성 향상
극한 환경에서의 사용을 고려한 설계가 강화되고 있다[5][6].
- 내충격성: 일부 선도적 모델들은 MIL-STD-810G 군사 규격을 만족시키는 수준의 내충격성을 갖추고 있다.
- 방수/방진: IP65 혹은 그 이상의 방수/방진 등급을 획득한 모델들이 등장하고 있다.
- 내열성: -20°C에서 50°C 사이의 극단적인 온도에서도 안정적으로 작동할 수 있는 모델들이 개발되었다. - 스마트폰 연동 및 원격 제어
IoT 기술의 발전과 함께, 휴대용 3D 프린터의 스마트 기능도 크게 강화되고 있다[8][5].
- 무선 연결: 대부분의 모델이 Wi-Fi와 Bluetooth 5.0 이상을 지원하여 안정적인 무선 연결을 제공한다.
- 클라우드 통합: 클라우드 기반의 모델 라이브러리와 연동하여 언제 어디서나 프린팅 모델에 접근할 수 있다.
- 실시간 모니터링: HD 카메라와 AI 분석을 통해 프린팅 과정을 실시간으로 모니터링하고 오류를 감지한다.
- 음성 제어: 일부 고급 모델은 음성 인식 기능을 탑재하여 핸즈프리 작동을 지원한다. - 다양한 소재 지원
휴대용이라는 제약에도 불구하고, 소재 지원 범위가 크게 확대되고 있다[8][9].
- 표준 소재: PLA, ABS, PETG 등 기본적인 필라멘트 외에도 나일론, TPU, PC 등 고급 소재를 지원한다.
- 복합 소재: 금속, 목재, 탄소 섬유 등이 혼합된 복합 필라멘트 사용이 가능한 모델들이 등장했다.
- 유연한 익스트루더: 다양한 소재에 대응할 수 있는 유연한 익스트루더 설계가 적용되고 있다.
- 다중 소재 프린팅: 일부 고급 모델은 2종 이상의 소재를 동시에 사용할 수 있는 듀얼 익스트루더를 채택했다. - 자동 보정 및 캘리브레이션
정밀도 향상과 사용 편의성 제고를 위한 자동화 기술이 적극 도입되고 있다[5][10].
- 자동 레벨링: 대부분의 모델이 자동 베드 레벨링 기능을 탑재하여 초기 설정 시간을 크게 줄였다.
- 실시간 보정: 프린팅 과정 중 실시간으로 Z축 높이를 미세 조정하는 기술이 적용되고 있다.
- AI 기반 품질 관리: 머신 러닝 알고리즘을 활용해 프린팅 품질을 실시간으로 분석하고 보정하는 시스템이 도입되고 있다.
- 자가 진단: 센서와 AI를 활용한 자가 진단 시스템으로 유지보수 필요성을 사전에 알려준다.
기술 로드맵

특허조사
- 국내 특허(KIPRIS)
| 항목 | 휴대용 3D프린터 (A Portable 3D Printer) [11] | 휴대용 3D 프린터 (PORTABLE 3D PRINTER) [12] | 휴대용 3차원 프린터 (Portable 3D Printer)[13] |
|---|---|---|---|
| 특허번호 | 10-2017-0073484 | 10-1613628 | 10-2016-0006059 |
| 사진 | |||
| 특징 |
•상판, 하판이 각각 270°씩 회전하고, 베드가 90° 회전하여 일자로 접히는 구조
•직선운동 방식 |
•우산이 접히는 방식으로 중앙 연결 부재에 연결 링크가 결합되어 전개되고 절첩되는 방식
•델타 방식 |
•Z축 이동부가 상단 케이스와 결합되어 접힐 수 있는 구조
•직선운동 방식 |
| 법적 상태 | 등록 | 소멸 | 소멸 |



- 해외 특허(Google Patent)
| 항목 | Portable 3D Printer[14] | Portable 3D Printer[15] | |
|---|---|---|---|
| 특허번호 | KR101840753B1 | US10300651B2 | |
| 사진 | |||
| 특징 |
• 프레임을 모듈화하여 분해하여 휴대하는 방식
• 직선운동 방식 |
• Z축 가이드를 분리하여 휴대하는 구조
• 직선운동 방식 | |
| 법적 상태 | 등록 | 소멸 |


- ‘휴대용 3D 프린터’, ‘Portable 3D Printer’을 키워드로 하여 특허를 조사한 결과 위와 같은 결과가 도출되었다. 기존의 특허들은 대부분 직선운동(Cartesian) 방식이며 델타 방식을 사용하는 특허도 있었다. 다만 본 팀에서 제안하는 5-bar 혹은 Parallel SCARA 방식의 3D 프린터는 휴대용 3D 프린터 분야를 제외하더라도 특허 자체가 존재하지 않았다. 출력물의 크기, 3D 프린터의 크기 등은 정확히 명시되지 않았으나 내부 부품들의 크기를 고려한다면 상용화된 휴대용 3D 프린터의 크기와 대부분 비슷할 것으로 판단된다.
특허전략
- 현재 등록된 특허 중 본 팀에서 사용하고자 하는 5-bar 혹은 Parallel SCARA 방식의 3D 프린터는 존재하지 않았다. 따라서 3D 프린터에 이러한 매커니즘을 차용한 것을 청구항으로 제시한다면 특허 등록에 유리하게 작용할 것이다. 또한, 스마트폰 어플리케이션을 사용하여 블루투스 통신을 통해 3D 프린터를 제어하는 특허 역시 없었으므로 이러한 특징 역시 특허 등록에 유리하게 작용될 것이다. 앞선 내용들을 통해 정리한 특허의 청구항과 특허전략은 다음과 같이 제시할 수 있다.
| 청구항 | 특허 전략 |
|---|---|
| 5-bar 혹은 Parallel SCARA 방식을 사용한 휴대용 3D 프린터 |
• 해당 매커니즘을 사용할 시 기구부의 부피가 줄어들어 휴대성이 향상된다는 것을 강조
• 구현 과정에서 오픈소스를 활용하게 되므로 오픈소스의 저작권에 대한 조사 필요 |
| 스마트폰 어플리케이션을 사용하고 블루투스 통신을 통해 3D 프린터를 제어하도록 함 |
• LCD를 통해 직접 제어하는 것에 비해 어플리케이션을 사용하며 얻게 되는 이점에 대해 강조
• 유선 통신 대비 무선 통신의 장점을 역설 |
관련 시장에 대한 분석
경쟁제품 조사 비교
- 개발하고자 하는 휴대용 소형 FDM 3D 프린터와 시장에 존재하는 경쟁 제품들을 비교하여 특징과 성능을 분석하였다. 비교 대상 제품은 Portable V1, Tronxy Crux 1 Mini, SMART3D MINI 3D 프린터이다.
- 1. 비교 분석 표
| 항목 | Portable V1 [16] | Tronxy Crux 1 Mini [17] | SMART3D MINI 3D 프린터 [18] | 개발 예정 제품 |
|---|---|---|---|---|
| 사진 | ||||
| 크기 (접었을 때) | 455x355x120mm | 462x246x410mm | 188x188x198mm | 200x120x300mm |
| 무게 | 14kg | 5.8kg | 1.5kg | 7kg 이하 |
| 노즐 방식 | Cartesian | Cartesian | Mendel | Parallel SCARA |
| 최대 출력 크기 | 180x180x160mm | 180x180x180mm | 90x110x110mm | 150x150x150mm |
| 프린팅 속도 | 최대 80mm/s | 20~150mm/s | 10~40mm/s | 미정 |
| 제어 방식 | LCD 창 | 터치패널 | 단일 버튼 조작 | 모바일 앱 |
| 데이터 입력 | SD 카드 | SD 카드 | SD 카드 | 모바일 앱 |
| 휴대 방법 | 가방형 접이식 | 손잡이 | 박스형 | 케이스형 접이식 |
| 가격대 | 150만 원~200만 원 | 24만 원 | 18만 원 | 미정 |




- 2. 경쟁 제품 분석
- 위의 표를 통해 경쟁 제품의 특징과 성능을 분석하였다.
Portable V1은 가방형 접이식 구조로 설계되어 휴대성을 강조했지만, 크기(455x355x120mm)와 무게(14kg)가 상당하여 실제 휴대에는 한계가 있었다. 또한 150만 원에서 200만 원의 높은 가격대로 판매되었으며, 현재는 판매가 중단되었다.
Tronxy Crux 1 Mini는 상단에 손잡이가 있어 근거리 이동이 편리하지만 크기(462x246x410mm)와 무게(5.8kg)로 인해 완전한 휴대용으로 보기에는 무리가 있다. 다양한 필라멘트를 지원하고 최대 150mm/s의 빠른 프린팅 속도를 제공하며, 24만 원의 가격대로 가성비가 뛰어나다.
SMART3D MINI 3D 프린터는 크기(188x188x198mm)와 무게(1.5kg)로 매우 작고 가벼워 휴대성이 뛰어나다. 그러나 프린팅 속도가 10~40mm/s로 느리고 출력물의 크기가 작다. 또한, 조작 인터페이스가 단일 버튼으로 제한되어 있어 세밀한 제어가 어렵다. 가격은 18만 원으로 저렴하다.
- 위의 표를 통해 경쟁 제품의 특징과 성능을 분석하였다.
- 2. 경쟁 제품 분석
마케팅 전략 제시
- 1. SWOT 분석
| 강점 (Strength) | 약점 (Weakness) |
|---|---|
|
• 소형화, 경량화 |
• 내구성 |
| 기회 (Opportunity) | 위협 (Threat) |
|
• 휴대용 3D 프린터 수요 증가 |
• 가격 경쟁력 |
- 2. SWOT 전략
- Strengths (강점)
- 개발 예정 제품은 경쟁 제품 대비 소형화와 경량화를 극대화하여 휴대성을 크게 향상시킨 설계가 특징이다. 특히 크기와 무게를 줄여 이동이 간편한 점을 마케팅에서 주요 강점으로 활용할 계획이다. 또한, Parallel SCARA 메커니즘을 도입함으로써 기기의 부피를 최소화하고 휴대성을 극대화하는 동시에, 기존의 3축 방식에서의 제약을 극복하였다. 이러한 기술적 차별성을 통해 기계적 우수성을 강조할 것이다. 개발 예정 제품은 기존의 LCD 창이나 단순 터치패널 방식이 아닌 모바일 애플리케이션을 통한 원격 제어와 실시간 모니터링 기능을 제공하여 사용 편의성을 개선한다.
- Strengths (강점)
- 2. SWOT 전략
- Weaknesses (약점)
- Parallel SCARA 메커니즘은 휴대성 측면에서는 강점이 있지만, 구조적 특성으로 인해 내구성 면에서 약점을 가질 수 있다. 이를 보완하기 위해 내구성을 강화하기 위한 방안을 모색하고, 전용 케이스를 통해 보관 시 제품의 변형을 방지하는 방안을 마련할 계획이다. 추가적으로 최대 출력 크기는 기기의 크기에 비례해서 작아지는 문제가 있으나, 가능한 출력 크기 내에서 효율적인 설계를 통해 최대한의 공간 활용도를 제공한다.
- Weaknesses (약점)
- Opportunities (기회)
- 휴대용 3D 프린터에 대한 수요가 증가하고 있는 상황에서, 개발 예정 제품은 교육기관 및 취미 활동가들을 대상으로 한 마케팅 캠페인을 통해 시장 진입을 확대할 수 있다. 최근 교육 및 창작 활동에서 소형 3D 프린터의 활용도가 높아지고 있다. 또한, 군사 분야에서도 응급 부품 제작에 활용될 수 있는 가능성을 부각시켜 관련 기관에 홍보할 예정이다. 특히 컴팩트한 크기와 휴대성을 강조하여 학교 수업과 군사 훈련 등에서 창의적이고 실용적인 사용 사례를 만들어내어 시장 경쟁력을 높인다.
- Opportunities (기회)
- Threats (위협)
- 개발 예정 제품의 가격 민감도 문제는 시장 내 주요 경쟁 제품들이 저렴한 가격으로 제공되고 있기 때문에 초기 비용이 높은 제품으로서 소비자에게 부담이 될 수 있다. 또한, 기술적 진보의 속도가 빠른 3D 프린터 시장에서 뒤처지지 않기 위해 지속적인 연구 개발을 통해 제품을 개선하고, 배터리 적용 등으로 더욱 혁신적인 휴대용 3D 프린터를 개발하여 경쟁력을 강화한다.
- Threats (위협)
개발과제의 기대효과
기술적 기대효과
- 소형화 및 경량화를 통한 혁신성
기존 FDM 3D 프린터와 비교하여, Parallel SCARA 메커니즘을 도입해 기구부의 부피를 크게 줄였다. 덕분에 휴대성이 극대화되었으며, 다양한 환경에서의 사용이 가능해진다. SCARA 방식은 기존 Cartesian 방식보다 간단한 프레임 구조를 사용해 더 작고 가벼운 프린터를 구현할 수 있다. 기존 시장 제품들의 경우, 전체 크기 대비 최대 출력 크기 비율이 Portable V1은 26.75%, Tronxy Crux 1 Mini는 12.52%, SMART MINI 3D 프린터는 15.56%인데 반해서 개발 예정 제품은 전체 크기 200 x 120 x 300 mm에 최대 출력 크기 150 x 150 x 150 mm를 제공하여, 전체 크기 대비 출력 크기 비율이 약 46.88%로 효율적인 공간 활용이 가능하다. - 프린팅 효율성
SCARA 프린터의 링크형 팔 구조는 X-Y 축에서 빠르고 유연한 움직임을 가능하게 하며, 이를 통해 출력 속도를 크게 향상시키고 프린팅 시간을 단축할 수 있다. 예를 들어, SCARA 메커니즘이 적용된 일부 3D 프린터는 최대 300mm/s의 출력 속도를 제공할 수 있다 [19] . 물론, 이러한 높은 속도에서는 출력 품질이 다소 떨어질 수 있지만, 120mm/s 정도의 속도에서는 우수한 출력 품질을 유지하면서도 대부분의 Cartesian 방식의 3D 프린터보다 빠르게 작업을 완료할 수 있다. 이처럼 SCARA 방식은 높은 기동성과 효율성을 제공하여 전체적인 출력 시간을 줄일 수 있는 것이 큰 장점이다. - 원격 제어 및 실시간 모니터링
블루투스 통신을 기반으로 스마트폰 애플리케이션을 통해 3D 프린터를 원격 제어할 수 있으며, 실시간 모니터링이 가능하다. 이는 사용자가 다양한 장소에서 프린터를 제어할 수 있게 하며, 관리 편의성을 크게 개선한다. 기존 시중의 프린터는 대부분 LCD 디스플레이, 터치패널, 단일 버튼 조작 방식을 사용해 현장에서만 조작이 가능하며, 원격에서 상태를 확인하기 어렵고 직관적이지 않다는 단점이 있다. 또한 SD 카드를 사용해 G-code 파일을 전송해야 하는 번거로움이 있는데, 개발 예정 제품은 모바일 앱을 통해 작업을 원격으로 처리할 수 있으며, G-code 파일을 바로 업로드하고 제어할 수 있어 훨씬 편리하게 사용이 가능하다.
경제적 및 사회적 파급효과
- 긴급 상황에서의 신속한 대응 및 비용 절감
긴급한 상황에서 3D 프린터는 필수 부품을 신속히 제작할 수 있어 재난 현장, 의료 응급 상황, 원격지 작업 등에서 비용과 시간을 절감하는 데 기여한다. 예를 들어, 긴급히 필요한 장비나 부품을 현장에서 직접 출력함으로써 외부 조달에 의존하는 것보다 더 빠르고 경제적으로 해결할 수 있다. 실제로, 국방부에 따르면 군 당국은 2015년부터 2020년까지 총 6만 6871점의 부품을 자체 제작해 약 65억의 예산을 절감한 사례가 있다[20]. 이를 통해 사회적 안전망을 강화하고, 필수 자원 확보를 통한 비용 절감 효과가 발생한다. - 소규모 비즈니스 및 개인 사용자 지원
소규모 창업자들과 개인 사용자들은 이 소형 FDM 3D 프린터를 활용해 시제품 제작이나 맞춤형 제품 제작에 사용할 수 있다. 특히 소규모 생산이 필요한 경우, 직접 제품을 출력함으로써 초기 생산 비용을 절감할 수 있으며, 주문형 제작 방식으로 재고 부담을 줄이고 시장 수요에 유연하게 대응할 수 있다. 이로 인해 창업 초기의 경제적 부담을 덜고, 빠른 제품 테스트와 수정이 가능하다. 또한, 개인 사용자들도 소규모 작업 공간에서 필요한 부품이나 도구를 저비용으로 직접 제작할 수 있어 외주 제작에 비해 비용과 시간을 동시에 절감할 수 있다. 프린터의 휴대성 덕분에 이동 중에도 손쉽게 제품을 제작하거나 수정이 가능해 작업 환경의 제약을 크게 줄일 수 있다. 이 프린터는 취미 활동, 모델 제작, DIY 프로젝트에서도 비용 효율적인 해결책을 제공한다. - 교육 및 학습 지원
학교, 교육 기관 및 메이커 스페이스 등에서 소형 3D 프린터는 실습 중심의 교육을 지원하는 핵심 도구로 자리잡고 있다. 2020년 기준, 전국 학교의 43.5%인 5,222개교에서 3D 프린터를 보유하고 있을 정도로, 3D 프린터는 이제 보편적인 교육 기자재로 활용되고 있다[19]. 이러한 프린터는 고가의 장비 없이도 실제 설계와 제작을 경험할 수 있는 기회를 제공하며, 학생들이 창의적 사고와 기술적 역량을 키우는데 중요한 역할을 한다. 또한, 휴대성이 뛰어난 소형 프린터는 다양한 장소에서 실습할 수 있는 기회를 제공해, 한정된 교육 공간을 벗어나 더욱 유연한 학습 환경을 조성할 수 있다. 더불어, 교육 비용의 절감의 효과도 있어 학교나 교육 기관에서 예산에 부담을 덜고도, 혁신적인 학습 도구를 활용해 더 많은 학생들에게 창의적 기술 학습의 기회를 제공할 수 있다. 실습 중심의 교육을 통해 학생들이 실제 프로젝트와 설계 과정을 경험하며, 이론과 실무를 동시에 익힐 수 있는 학습 환경이 조성된다.
기술개발 일정 및 추진체계
개발 일정

구성원 및 추진체계
| 팀원 | 역할 |
|---|---|
| 고** | 임베디드 소프트웨어 담당: 3D 프린터 펌웨어 개발 및 소프트웨어 통합 |
| 유** | 회로 및 모터제어 담당: 회로 설계 및 제작, 모터 제어 시스템 개발 및 3D프린터 펌웨어와 통합 |
| 이** | 앱 개발 및 통신 모듈 담당: 모바일 애플리케이션 설계 및 구현, 블루투스 통신 모듈 개발 및 통합 |
| 정* | 하드웨어 설계 및 제작 담당: 하드웨어 및 정밀 기구 설계 및 제작 |
설계
설계사양
제품의 요구사항
- 1. 하드웨어 측면
| 번호 | 요 구 사 항 | D or W | 비고 |
|---|---|---|---|
| 1 | 부피가 15000cm³(백팩 크기의 절반)을 넘지 않을 것 | D | 상 |
| 2 | 무게가 7Kg 이하일 것 | D | 상 |
| 3 | 특정 지점에 대한 모터 제어가 정확할 것 | D | 상 |
| 4 | 출력물의 해상도가 충분할 것 | D | 중 |
| 5 | 연결부가 압입되도록 설계되어 유격이 없을 것 | W | 중 |
| 6 | 부품의 자중으로 인한 변형이 발생하지 않을 것 | W | 중 |
| 7 | 분해가 가능하도록 설계하여 부품 교체가 가능할 것 | W | 하 |
- 2. 소프트웨어 측면
| 번호 | 요 구 사 항 | D or W | 비고 |
|---|---|---|---|
| 1 | 모바일 앱에서 3D 프린터 실시간 제어 가능할 것 | D | 상 |
| 2 | 블루투스 통신이 안정적으로 동작할 것 | D | 상 |
| 3 | G-code 파일을 앱에서 바로 업로드 가능할 것 | D | 상 |
| 4 | 프린팅 진행 상황을 실시간으로 모니터링할 것 | D | 중 |
| 5 | 직관적인 사용자 인터페이스 제공할 것 | W | 하 |
목적 계통도

QFD(Quality Function Deployment)

설계 사양
- 휴대성 향상
• 소형화: 전체 프린터 부피를 15,000cm³ 이하로 유지하여 백팩 크기의 절반 이하로 설계한다. 이를 위해 구조를 최대한 단순화하고, 필수 부품만 사용하여 부품 수를 최소화한다.
• 경량화: 경량 소재를 사용하여 프레임을 설계하고, 효율적인 설계로 프린터 전체 무게를 7kg 이하로 제한한다. - 출력 성능 확보
• 출력 해상도: 3D 프린터의 해상도를 500 마이크론(0.5mm) 이하로 유지하도록 스텝 모터와 감속비를 최적화한다.
• 제어 정확도: ±0.4mm 이내의 위치 정확도를 달성하도록 설계하여 특정 지점에서의 모터 제어가 정밀하게 이루어지도록 한다. - 안정성
• 기구적 안정성: 프린터 기구부 및 전자장비의 변형이 0.4mm 이내가 되도록 설계한다.
• 소프트웨어 시스템 안정성: 호스트 장치와의 통신이 끊겼을 때에도 정상 작동해야 하며, 재연결 시 발생하는 오버헤드가 없어야 한다. 전자장비를 제어할 시, 실시간 제어 및 제어 명령 전달 실패가 일어나지 않도록 한다. - 사용 편의성
• 간편한 조작: 모바일 앱을 통해 모든 제어가 가능하도록 하고, 사용자 인터페이스(UI)를 직관적으로 설계하여 앱 사용이 편리하도록 한다.
• 유지보수 용이성: 부품의 손상 및 마모를 최소화하도록 설계하며, 소모품 교체가 필요할 경우 저렴하고 쉽게 교체할 수 있는 부품을 사용한다.
개념설계안
개념설계안
- 1. 하드웨어 설계안: 5절 링크 구동 방식
- 설계안 1: 모터 샤프트 직결 방식

- 1. 매커니즘
• 5절 링크의 Proximal link(축과 직접 연결되는 링크)가 모터 샤프트에 직결되는 방식
• 샤프트에 압입 혹은 커플러를 이용해 체결 - 2. 장점
• 링크가 샤프트에 직접 체결됨으로써 구조가 매우 단순함
• 부품 개수가 적어 고장 발생 시 부품 교체가 편리함 - 3. 단점
• 감속 장치가 존재하지 않으므로 해상도가 낮음
• 링크를 회전할 때 사용되는 토크가 약함
• 모터에 축방향 하중이 지속적으로 작용하여 모터의 내구성에 악영향을 끼침
- 1. 매커니즘
- 설계안 2: 타이밍 벨트 사용
- 1. 매커니즘
• 모터와 Proximal link에 타이밍 풀리를 결합하고 벨트를 사용하여 동력을 전달하는 방식
• 기존 3D프린터(직선운동 방식)에서 가장 많이 사용하는 매커니즘 - 2. 장점
• 감속비를 설정할 수 있어 해상도와 토크를 높일 수 있음
• 백래쉬가 없어 유격이 없고 정확도가 높음
• 진동이 발생하지 않고 소음이 없음 - 3. 단점
• 구조적으로 가장 복잡하며 고장 가능성이 높아지고 부피가 커짐
• 벨트의 장력으로 인해 프레임에 모멘트 발생
• 오랜 시간 사용 시 벨트가 마모될 수 있음
- 1. 매커니즘
- 설계안 2: 타이밍 벨트 사용

- 설계안 3: 기어 사용
- 1. 매커니즘
• 모터와 Proximal link에 기어를 결합하여 동력을 전달하는 방식 - 2. 장점
• 감속비를 설정할 수 있어 해상도와 토크를 높일 수 있음
• 타이밍 벨트 사용 매커니즘에 비해 구조적으로 단순함 - 3. 단점
• 백래쉬로 인해 정확도가 떨어짐
• 링크의 회전축과 모터 사이의 거리를 조절할 수 없음
• 소음 및 진동 발생 가능
- 1. 매커니즘
- 설계안 3: 기어 사용

- 2. 소프트웨어 설계안
- 설계안 1: 중앙집중형 시스템 구조
- 1. 시스템 구성
• 라즈베리파이가 모든 연산과 제어를 담당하는 단일 시스템 구조
• 블루투스 모듈을 통한 모바일 앱 직접 연결
• 하나의 통합 프로그램에서 G-code 처리 및 모터 제어 수행 - 2. 주요 기능
• G-code 파일 직접 수신 및 처리
• 실시간 모터 제어 신호 생성
• 모바일 앱과 직접 통신하여 상태 정보 교환
• 단일 프로세스에서 모든 기능 통합 관리 - 3. 장단점
• 장점: 시스템 구조가 단순하여 개발 및 유지보수 용이, 하드웨어 비용 절감, 부품 수 최소화로 휴대성 향상
• 단점: 프로세서에 부하 집중, 실시간 제어의 신뢰성 저하 우려, 시스템 확장성 제한
- 1. 시스템 구성
- 설계안 1: 중앙집중형 시스템 구조

- 설계안 2: 계층형 분산 제어 시스템
- 1. 시스템 구성
• 상위 제어기(라즈베리파이): 통신 및 G-code 처리 담당
• 하위 제어기(아두이노): 실시간 모터 제어 전담
• 제어기 간 시리얼 통신으로 명령 전달 - 2. 주요 기능
• 상위 제어기: 블루투스 통신처리, G-code 해석 및 경로 계산, 모바일 앱 인터페이스 제공
• 하위 제어기: 실시간 모터 제어, 센서 데이터 처리, 긴급 정지 등 안전 기능 - 3. 장단점
• 장점: 안정적인 실시간 제어 가능, 시스템 부하 분산, 각 기능의 독립적 개발 가능
• 단점: 하드웨어 구성 복잡, 제어기 간 통신 오버헤드, 전체 시스템 비용 증가
- 1. 시스템 구성
- 설계안 2: 계층형 분산 제어 시스템

- 설계안 3: 웹 기반 원격 제어 시스템
- 1. 시스템 구성
• 웹서버 기반의 제어 시스템
• PWA(Progressive Web App) 방식의 모바일 인터페이스
• REST API를 통한 통신 구조 - 2. 주요 기능
• 웹 기반 실시간 모니터링
• G-code 파일의 웹 스토리지 저장
• 브라우저 기반 원격 제어
• 다중 사용자 접근 관리 - 3. 장단점
• 장점: 플랫폼 독립적인 접근성, 별도 앱 설치 불필요, 손쉬운 기능 업데이트
• 단점: 네트워크 의존성, 실시간 제어의 지연 발생, 보안 취약점 관리 필요
- 1. 시스템 구성
- 설계안 3: 웹 기반 원격 제어 시스템

평가 내용 및 결과
- 1. 평가 기준
- 하드웨어
- 하드웨어
| 번호 | 평 가 기 준 | 평가 내용 설명 | 중요도 (1~5) |
|---|---|---|---|
| 1 | 정밀도 | 출력물의 품질에 영향을 미치는 기구부의 해상도와 백래시 여부 | 4 |
| 2 | 내구성 및 신뢰성 | 모터 및 부품에 가해지는 부하와 마모, 장기간 사용 시 성능 유지 여부 | 4 |
| 3 | 개발 용이성 | 부품 수와 조립 난이도, 구조의 단순성 | 3 |
| 4 | 휴대성 | 기구부의 경량화와 소형화 | 5 |
| 5 | 유지보수 비용 | 유지보수에 필요한 비용 | 2 |
- 소프트웨어
- 소프트웨어
| 번호 | 평 가 기 준 | 평가 내용 설명 | 중요도 (1~5) |
|---|---|---|---|
| 1 | 시스템 단순성 | 시스템 구조의 단순 및 효율적 구현 여부 | 3 |
| 2 | 실시간 제어 성능 | 실시간으로 모터 및 부품을 안정적으로 제어할 수 있는 능력 | 5 |
| 3 | 시스템 통신 효율성 | 통신 방식에서의 데이터 전송 효율성 | 4 |
| 4 | 모바일 인터페이스 접근성 | 모바일 기기와의 연결 및 접근성의 편리함 | 4 |
| 5 | 시스템 확장성 | 추가적인 기능이나 모듈을 쉽게 통합 가능한 유연성 | 3 |
| 6 | 개발 용이성 | 시스템 개발 과정 진행의 용이성 | 3 |
- 2. 평가 내용 및 결과
- 하드웨어
- 하드웨어
| 개 념 안 | 평가 항목 | 총점 | 순위 | ||||
|---|---|---|---|---|---|---|---|
| 정밀도 | 내구성 및 신뢰성 | 개발 용이성 | 휴대성 | 유지보수 비용 | |||
| 1. 모터 샤프트 직결 방식 |
1 | 1 | 5 | 4 | 1 | 45 | 3 |
| 2. 타이밍 벨트 사용 |
5 | 4 | 3 | 2 | 3 | 61 | 1 |
| 3. 기어 사용 |
3 | 3 | 3 | 3 | 4 | 56 | 2 |
- 각 개념안을 검토한 결과, 본 프로젝트의 목적에 부합하는 휴대용 3D 프린터로서 가장 중요한 휴대성 측면에서는 타이밍 벨트 방식이 다소 부족하지만, 출력 성능 면에서 매우 우수할 것으로 판단된다. 다른 개념안들에 비해 약간의 크기 증가가 있지만, 출력물의 품질과 정밀도가 크게 향상되어 3D 프린터로서 필수적인 성능을 보장할 수 있다.
- 소프트웨어
| 개 념 안 | 평가 항목 | 총점 | 순위 | |||||
|---|---|---|---|---|---|---|---|---|
| 시스템 단순성 | 실시간 제어 성능 | 시스템 통신 효율성 | 모바일 인터페이스 접근성 | 시스템 확장성 | 개발 용이성 | |||
| 1. 중앙 집중형 시스템 구조 |
4 | 3 | 4 | 3 | 2 | 4 | 73 | 3 |
| 2. 계층형 분산 제어 시스템 |
3 | 5 | 5 | 4 | 4 | 4 | 94 | 1 |
| 3. 웹 기반 원격 제어 시스템 |
5 | 2 | 3 | 5 | 5 | 3 | 81 | 2 |
- 각 설계안을 검토한 결과, 본 프로젝트의 목적인 휴대용 3D 프린터의 특성상 안정적인 실시간 제어와 시스템 신뢰성이 가장 중요한 요소로 판단된다. 따라서 설계안 2의 계층형 분산 제어 시스템이 가장 적합할 것으로 예상된다. 실시간 제어의 안정성을 확보하면서도, 상위 제어기를 통해 사용자 편의성을 제공할 수 있게 된다.
이론적 계산 및 시뮬레이션
이론적 계산
- 5-bar SCARA(PARALLEL SCARA) 정기구학(Forward Kinematics)
- 정기구학의 경우 모터 A, B의 좌표인 P_A, P_B 그리고 두 모터 사이의 거리인 offset, 각 모터에 주어진 각도인 θ_A, θ_B, 그리고 첫번째, 두번째 링크의 길이인 L_1, L_2가 주어졌을 때 이를 이용하여 End-Effector의 좌표인 P_E를 구하는 과정이다.
- 1. 모터 A에 결합된 첫번째 링크의 끝점인 P_1, 모터 B에 결합된 첫번째 링크의 끝점인 P_2 좌표 구하기
- 2. P_1과 P_2의 중점인 P_C 구하기
- 3. P_C 점을 지나면서 벡터 P_1 P_2에 직교하는 벡터 n 구하기
- 4. End-Effector의 좌표 P_E 구하기
- 1. 모터 A에 결합된 첫번째 링크의 끝점인 P_1, 모터 B에 결합된 첫번째 링크의 끝점인 P_2 좌표 구하기
- 5-bar SCARA(PARALLEL SCARA) 정기구학(Forward Kinematics)






- 5-bar SCARA(PARALLEL SCARA) 역기구학(Inverse Kinematics)
- 역기구학의 경우 모터 A, B의 좌표인 P_A, P_B 그리고 두 모터 사이의 거리인 offset, 첫번째, 두번째 링크의 길이인 L_1, L_2와 End-Effector의 좌표인 P_E가 주어졌을 때 이를 이용하여 각 모터에 주어진 각도인 θ_A, θ_B를 구하는 과정이다.
- 1. a, b 길이 구하기
- 2. (1)번 삼각형의 변 길이(a, b, offset)를 이용한 α, γ 구하기
- 3. (2)번 삼각형의 변 길이(L_1, L_2, a)를 이용한 β 구하기
- 4. (3)번 삼각형의 변 길이(L_1, L_2, b)를 이용한 δ 구하기
- 5. θ_A와 θ_B 구하기
- 1. a, b 길이 구하기
- 5-bar SCARA(PARALLEL SCARA) 역기구학(Inverse Kinematics)












시뮬레이션
- 5-bar SCARA(PARALLEL SCARA)의 작업 공간 시뮬레이션
- 3D 프린터에 사용될 히팅 베드의 크기는 150mm x 150mm이며, 실제 사용 가능한 크기는 120mm x 120mm이다. 이 공간을 전부 사용 가능한지 판단하기 위해 5-bar SCARA의 끝점이 도달할 수 있는 작업 공간을 확인할 수 있는 프로그램을 정기구학과 하드웨어 설계에 따라 작성하였다.
- 가정:
- • 히팅 베드의 사용 가능한 영역의 왼쪽 하단 끝점 좌표: (0, 0)
- • 모터 1의 좌표: (38, -48.45)
- • 링크 1, 링크 2의 길이: 90mm, 113mm
- • 모터 사이 거리: 44mm
- • 모터 1의 각도 범위: 45°~250°
- • 모터 2의 각도 범위: -75°~135°
- • 히팅 베드의 사용 가능한 영역의 왼쪽 하단 끝점 좌표: (0, 0)
- 결과:
- 시뮬레이션 결과는 다음과 같으며 (0, 0) ~ (120, 120)의 직사각형 공간에 5-bar SCARA의 끝점이 위치할 수 있음을 확인했다. 이를 통해서 현재의 하드웨어 설계의 타당함을 확인하였다.
- 5-bar SCARA(PARALLEL SCARA)의 작업 공간 시뮬레이션

- 히팅베드와 히팅베드 마운트 사이의 열전달 시뮬레이션
- 프로토타입을 제작하는 과정에서 히팅베드의 열이 PLA 소재로 제작된 히팅베드 마운트로 전달되어 열변형이 발생하는 것을 확인하였다. 따라서 열전달 시뮬레이션을 통해 해결책을 모색하였다. 해석에는 ANSYS Mechanical을 사용하였다. 경계조건은 다음과 같다.
- 경계조건:
- • 히팅베드에 80°C 온도 부여
- • Contact 조건: 모든 요소에 대해 Fixed
- • 자연대류를 가정하여 온도 22°C에서 열전달계수 10 W/m²°C
- • 히팅베드에 80°C 온도 부여
- 결과:
- 히팅베드와 히팅베드 마운트 사이의 열전달 시뮬레이션




- 히팅베드의 열이 볼트와 스프링을 통해 히팅베드 마운트로 전도되는 것을 확인하였다. 마운트와 볼트가 접촉하는 지점에서의 온도는 67.6°C로 PLA가 50°C 이상에서 열변형이 시작되는 것을 감안했을 때, 열변형이 발생하고 있다는 것을 확인하였다. 이를 해결하기 위해 볼트의 소재를 바꿔 히팅베드의 열이 전도되는 것을 줄이는 방안을 생각하였다. 따라서 볼트의 소재를 폴리카보네이트로 바꾼다고 가정하고 해석을 다시 진행하였다.

- 해석 결과 볼트의 소재를 바꾸는 것 만으로도 히팅베드 마운트의 온도가 24.5°C까지 떨어지는 것을 확인하였다. 스프링의 소재는 이전 해석과 같이 강철 소재를 사용했음에도 단면적이 작고 길이가 길어 열전달이 많이 발생하지 않는 것으로 판단하였다. 따라서 볼트의 소재를 폴리카보네이트로 바꾸는 것으로 해당 문제를 해결하였다.
기구부 설계
조립도
- 사시도
- 사시도

- 첫 번째 조립도에는 제품의 전체적인 사시도를 나타내었다. 사용된 부품 리스트와 그 번호를 나타내어 사용된 부품을 한 번에 찾을 수 있도록 하였다. 출력물의 높이 조절은 히팅베드(8)가 위아래로 움직이며 조절되는 방식을 사용하였고, 히팅베드에는 경첩(9)을 사용하여 접었다 펼 수 있도록 하였다. SMPS(23), 아두이노(21) 등의 전자장비는 제품의 뒷판에 붙이도록 하였다.
- 단면도(1)
- 첫 번째 조립도에는 제품의 전체적인 사시도를 나타내었다. 사용된 부품 리스트와 그 번호를 나타내어 사용된 부품을 한 번에 찾을 수 있도록 하였다. 출력물의 높이 조절은 히팅베드(8)가 위아래로 움직이며 조절되는 방식을 사용하였고, 히팅베드에는 경첩(9)을 사용하여 접었다 펼 수 있도록 하였다. SMPS(23), 아두이노(21) 등의 전자장비는 제품의 뒷판에 붙이도록 하였다.
_%EA%B3%BC%EC%A6%99%EB%AF%B8%EC%95%A0.png)
- 두 번째 조립도는 제품의 전체 크기와 스테핑 모터축(1), 링크축(14)의 체결방식, 히팅베드의 이동 매커니즘을 확인할 수 있는 단면도이다. 제품의 크기는 폭 250mm, 높이 300mm, 두께는 접었을 시 120mm정도로 설계하였다. 스테핑 모터축 벨트 풀리(13)는 스테핑 모터(1)와 D컷에 스크류를 조이는 방식으로 결합되는 것을 알 수 있다. 링크축 샤프트(14)는 본체와 커플러(17)를 사용해 면압을 가하는 방식으로 체결되며, 샤프트와 본체 사이에는 볼베어링(18)이 사용하여 원활하게 회전할 수 있도록 하였다. 히팅베드는 웜기어드 스테핑 모터(6)를 사용해 위아래로 움직인다. 웜기어드 스테핑 모터(6)는 회전하며 플랜지 너트(25)를 위아래로 움직이고, 플랜지 너트(25)는 히팅베드 마운트와 결합되어 히팅베드가 위아래로 움직이게 된다. 히팅베드 마운트는 롤러 베어링(11)을 통해 두 개의 본체 샤프트(5)를 직선운동하므로 뒤틀리지 않고 위아래로 움직일 수 있다.
- 단면도(2)
- 두 번째 조립도는 제품의 전체 크기와 스테핑 모터축(1), 링크축(14)의 체결방식, 히팅베드의 이동 매커니즘을 확인할 수 있는 단면도이다. 제품의 크기는 폭 250mm, 높이 300mm, 두께는 접었을 시 120mm정도로 설계하였다. 스테핑 모터축 벨트 풀리(13)는 스테핑 모터(1)와 D컷에 스크류를 조이는 방식으로 결합되는 것을 알 수 있다. 링크축 샤프트(14)는 본체와 커플러(17)를 사용해 면압을 가하는 방식으로 체결되며, 샤프트와 본체 사이에는 볼베어링(18)이 사용하여 원활하게 회전할 수 있도록 하였다. 히팅베드는 웜기어드 스테핑 모터(6)를 사용해 위아래로 움직인다. 웜기어드 스테핑 모터(6)는 회전하며 플랜지 너트(25)를 위아래로 움직이고, 플랜지 너트(25)는 히팅베드 마운트와 결합되어 히팅베드가 위아래로 움직이게 된다. 히팅베드 마운트는 롤러 베어링(11)을 통해 두 개의 본체 샤프트(5)를 직선운동하므로 뒤틀리지 않고 위아래로 움직일 수 있다.
_%EA%B3%BC%EC%A6%99%EB%AF%B8%EC%95%A0.png)
- 세 번째 조립도는 링크 사이의 체결을 확인할 수 있는 단면도이다. Proximal link(2)는 링크축 샤프트(14)에 압입되는 방식으로 고정한다. Proximal link(2)와 Distal link(4)는 볼트(27)와 너트(28)를 사용하여 체결하며, 연결부에는 스러스트 베어링(26)을 사용하여 원활한 회전운동이 가능하도록 하였다. 스러스트는 스러스트 베어링(26)을 사용하여 원활한 회전운동이 가능하도록 하였다. 스러스트 베어링(26)은 축방향으로 하중이 주어지면 원환 방향으로의 유격이 사라진다. 따라서 볼트(27)와 너트(28)을 강하게 체결함으로써 연결부에서 발생할 수 있는 유격을 제거하였다. Distal link(4)와 핫엔드(15)는 핫엔드(15)에 있는 그루브와 Distal link에 면압을 가해 체결하는 방식을 사용하였다.
- 세 번째 조립도는 링크 사이의 체결을 확인할 수 있는 단면도이다. Proximal link(2)는 링크축 샤프트(14)에 압입되는 방식으로 고정한다. Proximal link(2)와 Distal link(4)는 볼트(27)와 너트(28)를 사용하여 체결하며, 연결부에는 스러스트 베어링(26)을 사용하여 원활한 회전운동이 가능하도록 하였다. 스러스트는 스러스트 베어링(26)을 사용하여 원활한 회전운동이 가능하도록 하였다. 스러스트 베어링(26)은 축방향으로 하중이 주어지면 원환 방향으로의 유격이 사라진다. 따라서 볼트(27)와 너트(28)을 강하게 체결함으로써 연결부에서 발생할 수 있는 유격을 제거하였다. Distal link(4)와 핫엔드(15)는 핫엔드(15)에 있는 그루브와 Distal link에 면압을 가해 체결하는 방식을 사용하였다.
조립 순서
- 조립 과정은 크게 동력부와 링크로 나누어서 설명할 수 있다. 아래 그림의 번호대로 조립과정과 결합관계에 대해 설명하였다.
- 동력부 조립 순서
- 동력부 조립 순서

- 볼베어링을 본체에 압입한다. 볼베어링은 링크축 샤프트가 원활하게 회전할 수 있도록 한다.
커플러를 볼베어링 사이에 위치시킨다. 이 때, 와셔를 사용하여 높이를 조절한다.
링크축 샤프트를 본체에 삽입한다.
커플러의 클램프를 조여서 링크축 샤프트를 고정시킨다.
링크축 벨트 풀리를 샤프트의 D컷에 맞게 삽입한다. 이 때, 바닥면에 와셔를 사용하여 원활하게 회전할 수 있도록 한다.
링크축 벨트 풀리의 스크류를 조여 고정시킨다.
타이밍 벨트를 건다.
스테핑모터와 본체를 볼트를 이용해 고정한다. 이 때, 스테핑 모터를 바깥쪽 프리로드가 가해진 채로 고정시켜 벨트 장력을 조절한다.
- 볼베어링을 본체에 압입한다. 볼베어링은 링크축 샤프트가 원활하게 회전할 수 있도록 한다.
- 링크 조립 순서
- 링크 조립 순서

- Proximal link를 링크축 샤프트에 압입한다.
엔드스탑 스위치를 순간접착제를 사용하여 Proximal link에 고정한다.
스러스트 베어링을 Distal link(1,2)에 압입한다.
Distal link(1,2)를 Proximal link에 삽입한다. 이 때, 스러스트 베어링이 Proximal link의 그루브를 따라 삽입되도록 한다.
볼트와 너트를 사용하여 체결한다. 적당한 수준의 프리로드를 가하여 유격없이 원활하게 회전하도록 한다.
부시를 순간접착제를 사용하여 Distal link(2)에 고정한다.
핫엔드를 부시 사이로 끼워넣고 핫엔드의 그루브와 Distal link(1)의 그루브를 맞춘다.
하우징을 끼우고, 볼트와 너트를 사용하여 면압을 가해 핫엔드를 고정한다.
- Proximal link를 링크축 샤프트에 압입한다.
부품도
- 기성품을 사용하지 않고 직접 제작하는 부품은, 본체를 제외하면 네 개의 링크와 히팅베드 마운트가 있다. Proximal link는 대칭에 가까우므로 한 개의 도면만 작성하여 총 네 개의 부품도를 작성하였다. 부품도에는 주요한 치수와 소재를 기재하였다. 제작하는 모든 부품은 큰 하중을 받는 구조물이 아니므로 3D프린팅을 사용하여 제작한다.
Proximal link

- 링크축 홀과 스러스트 베어링 홀 사이의 간격은 90mm다. 이는 링크가 완벽하게 접히며, 150mm x 150mm의 출력물을 제작할 수 있도록 실험적으로 구한 수치이다. 링크축 홀은 D컷에 압입될 수 있도록 하였으며, 3D 프린터의 열수축을 감안하여 0.2mm 크게 제작하였다. 스러스트 베어링 홀은 M8규격의 볼트가 삽입될 수 있도록 9mm로 설계하였으며, 안쪽에는 외경 16mm의 스러스트 베어링이 압입될 수 있도록 0.2mm의 공차를 두고 설계하였다. 그루브는 5mm로 설계하여 스러스트 베어링이 원할하게 삽입될 수 있도록 하였다.
- 링크축 홀과 스러스트 베어링 홀 사이의 간격은 90mm다. 이는 링크가 완벽하게 접히며, 150mm x 150mm의 출력물을 제작할 수 있도록 실험적으로 구한 수치이다. 링크축 홀은 D컷에 압입될 수 있도록 하였으며, 3D 프린터의 열수축을 감안하여 0.2mm 크게 제작하였다. 스러스트 베어링 홀은 M8규격의 볼트가 삽입될 수 있도록 9mm로 설계하였으며, 안쪽에는 외경 16mm의 스러스트 베어링이 압입될 수 있도록 0.2mm의 공차를 두고 설계하였다. 그루브는 5mm로 설계하여 스러스트 베어링이 원할하게 삽입될 수 있도록 하였다.
Distal link(1)
_%EA%B3%BC%EC%A6%99%EB%AF%B8%EC%95%A0.png)
- 스러스트 베어링 홀과 핫엔드 홀 사이의 간격은 113mm이다. 이는 Proximal link와 마찬가지로 실험적으로 구하였다. 스러스트 베어링 홀은 외경 16mm의 스러스트 베어링이 강하게 압입될 수 있도록 0.15mm의 공차를 두고 설계하였으며 그 사이로 M8 규격의 볼트가 삽입될 수 있도록 9mm의 그루브를 설계하였다. 핫엔드 홀은 핫엔드의 6mm 그루브에 면압을 가할 수 있도록 0.1mm의 공차를 두고 설계하였으며, 하우징을 이용해 클램핑할 수 있도록 0.3mm의 편심을 두었다. 이는 클램핑할 때 커플러의 슬릿과 같은 역할을 할 것이다.
- 스러스트 베어링 홀과 핫엔드 홀 사이의 간격은 113mm이다. 이는 Proximal link와 마찬가지로 실험적으로 구하였다. 스러스트 베어링 홀은 외경 16mm의 스러스트 베어링이 강하게 압입될 수 있도록 0.15mm의 공차를 두고 설계하였으며 그 사이로 M8 규격의 볼트가 삽입될 수 있도록 9mm의 그루브를 설계하였다. 핫엔드 홀은 핫엔드의 6mm 그루브에 면압을 가할 수 있도록 0.1mm의 공차를 두고 설계하였으며, 하우징을 이용해 클램핑할 수 있도록 0.3mm의 편심을 두었다. 이는 클램핑할 때 커플러의 슬릿과 같은 역할을 할 것이다.
Distal link(2)
_%EA%B3%BC%EC%A6%99%EB%AF%B8%EC%95%A0.png)
- 반대쪽 Distal link도 전반적인 치수나 형상은 유사하다. 다만, 부시를 결합하기 위한 홀이 있다는 것이 차이점이다. 부시홀은 외경 21mm의 부시가 삽입될 수 있도록 0.2mm의 공차를 두고 설계하였다. 중간 평면에는 첫 번째 Distal link가 운동할 수 있는 6.8mm의 공간이 있으며 링크의 처짐이 발생하지 않도록 보강재 형상을 적용하였다.
- 반대쪽 Distal link도 전반적인 치수나 형상은 유사하다. 다만, 부시를 결합하기 위한 홀이 있다는 것이 차이점이다. 부시홀은 외경 21mm의 부시가 삽입될 수 있도록 0.2mm의 공차를 두고 설계하였다. 중간 평면에는 첫 번째 Distal link가 운동할 수 있는 6.8mm의 공간이 있으며 링크의 처짐이 발생하지 않도록 보강재 형상을 적용하였다.
히팅베드 마운트

- 히팅베드 마운트는 150mm x 150mm 크기의 히팅베드를 사용할 수 있도록 설계하였다. 히팅베드의 레벨링을 조절하기 위한 M3 규격의 볼트가 삽입될 수 있도록 직경 3.2mm의 홀을 140mm 간격으로 배치하였다. 또한, 경첩에 사용되는 직경 2mm의 나사가 탭을 내면서 들어갈 수 있도록 1.9mm의 홀을 적용하였다. 히팅베드 마운트는 자석을 이용하여 본체에 고정하므로 자석이 들어갈 홀 역시 설계하였다.
- 히팅베드 마운트는 150mm x 150mm 크기의 히팅베드를 사용할 수 있도록 설계하였다. 히팅베드의 레벨링을 조절하기 위한 M3 규격의 볼트가 삽입될 수 있도록 직경 3.2mm의 홀을 140mm 간격으로 배치하였다. 또한, 경첩에 사용되는 직경 2mm의 나사가 탭을 내면서 들어갈 수 있도록 1.9mm의 홀을 적용하였다. 히팅베드 마운트는 자석을 이용하여 본체에 고정하므로 자석이 들어갈 홀 역시 설계하였다.
제어부 및 회로 설계
전체 회로 시스템

- 휴대용 3D 프린터의 회로 시스템은 전원부, 제어부, 구동부로 구성된다. 각 부문의 구성 요소와 역할을 상세히 설명한다.
전원부
- 전원부는 SMPS, 가변 컨버터로 구성되며, 이 장에서는 전체적인 전원 공급 방식과 각 전자 장비들의 전력 소모를 계산하여 SMPS의 용량을 선정하고 그 안정성을 검증한다.
- 전력 소모 계산
- 각 전자 장비들의 스펙을 해당 제품 판매 사이트와 공식사이트에서 발췌하여 각 전자장비들의 전력을 다음과 같이 계산한다.
- 본 프로젝트에서 사용하는 라즈베리파이는 라즈베리파이 4 모델 B이다. 라즈베리파이 공식사이트에 따르면 해당 라즈베리파이는 5V 전압에 3A 전류를 필요로 한다. 따라서 라즈베리파이는 15W를 소모한다.
- 프로젝트에서 사용하는 아두이노 메가 2560과 RAMPS 1.4는 전원을 사용하긴 하지만, 각 핀에 전류를 흘려줄 때, 다른 전자장비들에 비해 매우 적은 전력을 소모하고, 각각에 대해 계산이 어렵고, 특히 아두이노 메가는 공식 사이트에 따르면 최대 500 mA를 넘기면 보드가 망가질 수도 있다고 한다. USB 포트를 통해 전원을 사용하면 이를 넘길 위험이 없고, 실제로 사용하는 전력도 1W 미만이기 때문에 전력계산에서 매우 적은 부분을 사용하여 계산을 생략한다.
- 3D프린터의 엔드 이펙터를 움직이기 위해 사용되는 스텝모터들에 대한 전력을 계산한다. 5bar parallel SCARA를 구현하기 위해 양쪽 그라운드 링크의 핀에 위치하는 왼쪽 모터와 오른쪽 모터는 NK244-01AT-09를 사용한다. 판매사이트에서 제공하는 스펙을 통해 해당 모터의 위상 전류와 위상 저항을 측정한 결과, 전류는 1.5A, 저항은 1.5Ω 이었다.
 이고, 해당 제품은 bipolar 제품이기 때문에 계산한 P'에 2를 곱한 값인
이고, 해당 제품은 bipolar 제품이기 때문에 계산한 P'에 2를 곱한 값인  가 해당 스텝모터 1개의 소모 전력이다. 이와 비슷하게 Z축 모터와 익스트루더 모터 또한 계산하면, 각각 8.91W, 10.35W가 나온 것을 확인했다.
가 해당 스텝모터 1개의 소모 전력이다. 이와 비슷하게 Z축 모터와 익스트루더 모터 또한 계산하면, 각각 8.91W, 10.35W가 나온 것을 확인했다. - 마지막으로 히팅 베드와 핫엔드, 냉각팬의 판매사이트에서 제공하는 스펙을 확인한 결과, 전부 12V 제품이며, 각각 70W, 40W, 2W를 소모하는 것을 확인했다.
- 전체 전력에 대한 합을 구한 결과, 약 160W를 필요로 하는 시스템인 것을 확인했고, 이에 대한 표를 아래에 제공한다.
- 전력 소모 계산
- 전력 소모 계산표
- 전력 소모 계산표
| 구분 | 제품명 | 전압 (V) | 전류 (A) | 저항 (Ω) | 전력 (W) |
|---|---|---|---|---|---|
| 라즈베리 파이 | Raspberry Pi 4 Model B | 5 | 3 | 15 | |
| 좌측 스텝모터 | NK244-01AT-09 | 1.5 | 1.5 | 1.5 | 6.75 |
| 우측 스텝모터 | NK244-01AT-09 | 1.5 | 1.5 | 1.5 | 6.75 |
| Z축 스텝모터 | SBC-NK244-L300 | 1.5 | 1.98 | 8.91 | |
| 익스트루더 모터 | 17HE15-1504S | 1.5 | 2.3 | 10.35 | |
| 핫 베드 | 150*150 aluminum substrate hot bed | 12 | 70 | ||
| 핫 엔드 | E3D V6 Hotend Full Kit Extruder Parts | 12 | 40 | ||
| 냉각 팬 | E3D V6 Hotend Full Kit Extruder Parts | 12 | 2 | ||
| 합 | 159.76 | ||||
- 최종적으로 SMPS 의 스펙을 선정한다. Ramps1.4과 사용 장비들이 12V 전압을 요구로 하기 때문에 12V 제품으로 선정하고, 전력은 전체 소모 전력보다 여유있게 선정해야 한다. 추가로, 또 다른 전자장비로 변경하거나, 추가로 확장할 것에 대비하여, SMPS 는 250W 제품으로 선정하여 구매했다.
- 전원 공급 방식
- 전원 공급 방식

- 전원부의 소회로도는 위 그림과 같다. 12V, 250W SMPS로부터 가변 컨버터를 통해 라즈베리파이에 전원을 공급하고, 라즈베리 파이는 아두이노 메가와 연결된 시리얼 케이블을 통해 전원을 또 공급한다. 그리고 RAMPS 1.4는 SMPS의 12V 전원을 직접 받는다.
그리고 RAMPS 1.4는 SMPS 의 12V전원을 직접 받는다.
라즈베리파이는 5V를 사용하지만 현재 SMPS 는 12V이기 때문에 감압이 필요하여 가변 컨버터를 사용한다. 가변컨버터는 5.1V로 설정하여, 출력 전압이 5V미만으로 떨어지는것을 다소 방지하여 라즈베리파이가 꺼지는 위험요소를 줄인다. 가변컨버터는 usb포트가 있는것으로 사용하여, usb to c 케이블을 이용하여, 라즈베리파이의 c타입 포트에 전원을 공급한다.
아두이노 메가는 라즈베리파이와의 시리얼 통신을 위해 시리얼케이블이 연결된다. 해당 연결을 할 때, 데이터 전송과 동시에 아두이노 메가에 전원을 공급할 수 있기 때문에, 이와같은 방법으로 아두이노 메가에 전원을 시리얼 케이블을 통해 공급한다.
RAMPS 1.4는 12v 11a 전원포트와 12v 5a 전원포트가 있다. 11a 는 전력소모가 큰 히팅 베드에 전원을 공급하며, 5a 는 모터, 익스트루더, 팬, 아두이노 메가에 전원을 공급하는데에 사용된다. 그러나 아두이노 메가는 라즈베리파이로 부터 전원을 공급받고 있끼 때문에, RAMPS 1.4가 아두이노 메가에 전원을 또 공급하게 되면 보드에 문제가 생길수도 있다. 따라서 RAMPS 1.4에서 아두이노 메가로 전원을 공급하는데 사용되는 D1다이오드를 제거하여 이중 전원공급을 차단하여 안전성을 확보한다. D1다이오드의 위치는 아래 그림에서 나타낸다. 아래 그림의 하늘색 부분이 D1다이오드가 연결 되어있는 부분이다.
- 전원부의 소회로도는 위 그림과 같다. 12V, 250W SMPS로부터 가변 컨버터를 통해 라즈베리파이에 전원을 공급하고, 라즈베리 파이는 아두이노 메가와 연결된 시리얼 케이블을 통해 전원을 또 공급한다. 그리고 RAMPS 1.4는 SMPS의 12V 전원을 직접 받는다.

제어부

- 제어부는 라즈베리파이(Raspberry Pi), 아두이노 메가(Arduino Mega), RAMPS 1.4 보드, 스텝모터 드라이버로 구성된다. 본 장에서는 제어부의 구성 이유와 RAMPS 1.4 보드에 대해 상세히 설명한다.
- 제어부 구성 이유
- 본 프로젝트는 휴대용 3D 프린터를 직접 제작하는 것을 목표로 한다. 일반적으로 널리 사용되는 3D 프린터 펌웨어는 Marlin이며, 많은 사용자들이 아두이노 메가와 RAMPS 1.4 보드를 결합하여 Marlin을 구동한다. 이에 따라, 본 프로젝트에서도 아두이노 메가에 RAMPS 1.4 보드를 장착하여 사용하기로 결정하였다.
- 또한, 본 프로젝트의 목표 중 하나는 안드로이드 애플리케이션을 통해 모바일 기기에서 3D 프린터를 제어하는 것이다. 아두이노 메가에 블루투스 모듈을 부착하여 모바일 애플리케이션과의 통신을 구현할 수 있으나, 아두이노 메가의 메모리 용량이 256KB로 G-code의 용량이 메가바이트 단위에 비해 매우 작다. 이를 해결하기 위해 아두이노 메가에 SD 카드 모듈을 추가하여 저장 용량을 확장할 수 있으나, 본 프로젝트는 실시간으로 프린팅 상태, 온도, 엔드포인트의 위치 등을 사용자에게 제공하는 것을 목표로 하고 있다. 이러한 실시간 데이터 처리는 마이크로컨트롤러인 아두이노 메가에게 과부하를 일으킬 수 있으므로, 블루투스 통신은 라즈베리파이를 통해 처리하여 아두이노 메가의 부담을 줄이고자 한다.
- 구체적으로, 안드로이드 애플리케이션에서 라즈베리파이로 G-code를 전송하면, 라즈베리파이는 이를 아두이노 메가로 시리얼 통신을 통해 전달하여 3D 프린팅을 수행한다. 또한, 아두이노 메가는 온도 센서 값 및 위치 정보 등을 시리얼 통신을 통해 라즈베리파이에 전송하고, 라즈베리파이는 이를 블루투스를 통해 안드로이드 애플리케이션에 전달하여 사용자에게 현재 상태를 실시간으로 표시하는 안정적인 시스템을 구현한다.
- 제어부 구성 이유
- RAMPS 1.4 보드
- RAMPS 1.4는 12V 및 5V 전원을 통해 프린터의 부품에 안정적인 전력을 제공하며, 히팅베드와 같은 고전력 장치에는 12V 11A 전원을, 모터와 팬 등에는 12V 5A 전원을 공급한다. X, Y, Z 축 및 E0(익스트루더) 축을 위한 스텝모터 드라이버 슬롯이 있어 정밀한 모터 제어가 가능하며, 핀 헤더와 커넥터를 통해 온도 센서, 열 엔드, 팬, 엔드스탑 등 다양한 센서를 연결할 수 있어 기능 확장에 유연하다. 또한, 아두이노 메가와 높은 호환성을 갖춰 다양한 오픈 소스 펌웨어와 연동이 가능하며, 과전류 및 과열 방지를 위한 보호 회로를 내장해 안정적인 작동을 보장한다. 이를 통해 사용자들은 자신만의 커스텀 설정을 적용하거나, 추가적인 기능을 손쉽게 통합할 수 있다. 또한, 다양한 3D 프린터 모델과의 호환성을 보장하여 범용적인 제어 솔루션으로 활용될 수 있다.
- RAMPS 1.4 보드
- 마이크로스텝 설정은 RAMPS 1.4의 MS1, MS2, MS3 핀에 점퍼캡을 연결하여 설정하며, 이를 통해 half step부터 1/16 step까지 다양한 마이크로스텝을 지원한다. 본 프로젝트에서는 1/8 마이크로스텝을 선택하여 정밀도와 속도의 균형을 유지할 계획이다. 이를 위해 각 스텝모터 드라이버의 MS1과 MS2에 점퍼캡을 연결하고 MS3는 비워두어 1/8 마이크로스텝을 적용할 것이다. 이 설정으로 인해 모터 이동이 더욱 부드럽고 정밀하게 이루어질 수 있지만, 스텝 수가 증가하면 이동 시간이 길어지고, 아두이노가 생성해야 하는 펄스의 빈도도 높아지므로 프린터 성능에 영향을 줄 수 있어, 테스트를 통해 검증해야 한다.
- 마이크로스텝 설정은 RAMPS 1.4의 MS1, MS2, MS3 핀에 점퍼캡을 연결하여 설정하며, 이를 통해 half step부터 1/16 step까지 다양한 마이크로스텝을 지원한다. 본 프로젝트에서는 1/8 마이크로스텝을 선택하여 정밀도와 속도의 균형을 유지할 계획이다. 이를 위해 각 스텝모터 드라이버의 MS1과 MS2에 점퍼캡을 연결하고 MS3는 비워두어 1/8 마이크로스텝을 적용할 것이다. 이 설정으로 인해 모터 이동이 더욱 부드럽고 정밀하게 이루어질 수 있지만, 스텝 수가 증가하면 이동 시간이 길어지고, 아두이노가 생성해야 하는 펄스의 빈도도 높아지므로 프린터 성능에 영향을 줄 수 있어, 테스트를 통해 검증해야 한다.
- 위에있는 Ramps 1.4 보드 그림에서 연두색 박스 부분은 마이크로스텝 설정을 위한 핀을 꽂는 부분을 나타내며, 왼쪽부터 E0 모터의 MS1, MS2, MS3에 해당된다.
- 위에있는 Ramps 1.4 보드 그림에서 연두색 박스 부분은 마이크로스텝 설정을 위한 핀을 꽂는 부분을 나타내며, 왼쪽부터 E0 모터의 MS1, MS2, MS3에 해당된다.
구동부

- 구동부는 이동부와 출력부로 구분할 수 있으며, 이동부는 5-Bar Parallel SCARA의 엔드이펙터 및 히팅 베드의 높이를 제어하는 스텝 모터와 엔드스탑 스위치로 구성되고, 출력부는 3D 출력물을 생성해내는 익스트루더의 구성 요소들로 이루어진다.
- 이동부
- 이동부는 5-Bar Parallel SCARA의 엔드이펙터(end effector)를 이동시키는 X, Y 축에 대한 스텝 모터와 히팅 베드의 위치를 리드 스크루 및 슬라이더로 움직이게 하는 리니어 스텝 모터, 그리고 각 모터에 대한 엔드스탑 스위치들로 구성된다.
- X, Y 축에 대한 스텝 모터는 각각 기기 상단의 좌측과 우측에 위치한다. RAMPS 1.4 보드에는 좌측에 위치한 스텝 모터를 X 축, 우측에 위치한 스텝 모터를 Y 축으로 구분하여 연결하였다. 5-Bar Parallel SCARA의 특성상 이 두 모터는 매우 정밀하게 움직여야 하므로, 각 모터는 한 스텝당 0.9°를 움직일 수 있는 제품을 사용하였으며, 마이크로스텝은 1/8로 설정하였다. 또한, 타이밍 벨트의 기어비는 5:1로 설정하여 모터의 움직임을 정밀하게 제어할 수 있도록 하였다. 따라서 모터의 한 스텝당 움직일 수 있는 각도는는 각도는
 이며, 5-Bar Parallel SCARA의 프록시멀 링크(proximal link)가 한 바퀴를 돌기 위해서는 16,000 스텝을 움직여야 한다.
이며, 5-Bar Parallel SCARA의 프록시멀 링크(proximal link)가 한 바퀴를 돌기 위해서는 16,000 스텝을 움직여야 한다. - 좌측 프록시멀 링크에 위치한 엔드스탑 스위치는 호밍 시 좌측 프록시멀 링크의 그라운드 링크로부터의 각도가 최소가 될 때까지 움직이게 설정되어 X min에 연결되었으며, 우측 프록시멀 링크에 위치한 엔드스탑 스위치는 호밍 시 우측 프록시멀 링크가 그라운드 링크로부터의 각도가 최대가 될 때까지 움직이게 설정되어 Y max에 연결되었다.
- Z 축에 대한 스텝 모터는 기기의 하단에 위치하며, RAMPS 1.4 보드의 Z 축 포트에 연결되었다. 이 모터는 리니어 스텝 모터로, 모터의 축이 리드 스크루로 구성되어 있으며, 히팅 베드에는 슬라이더가 고정되어 있다. 스테핑 모터가 시계방향으로 회전하면 히팅 베드는 상승하고, 반시계방향으로 회전하면 히팅 베드는 하강하는 구조이다. 리드 스크루의 피치(pitch)에 따라 스테핑 모터가 한 바퀴 돌 때 히팅 베드가 상승하는 거리가 결정되며, 본 프로젝트에서 사용된 리드 스크루의 피치는 8mm로 설정되었다. 따라서 스텝 모터가 한 바퀴를 돌 때 히팅 베드는 8mm 상승하게 된다. 이 스텝 모터는 해상도가 1스텝당 1.8°이며, 마이크로스텝을 1/8로 적용하였으므로, 한 스텝당 0.225°를 움직인다. 히팅베드를 1mm 이동시키기 위해서는
 를 제어하여, 히팅베드가 1mm 단위로 정밀하게 움직이도록 설계했다.
를 제어하여, 히팅베드가 1mm 단위로 정밀하게 움직이도록 설계했다.
- 이동부
- 출력부
- 출력부는 3D 프린팅 출력물을 뽑는 데 사용되는 익스트루더 모터, 핫엔드, 냉각팬, 히트베드, 그리고 온도센서로 구성된다.
- 익스트루더 모터는 필라멘트를 공급하는 드라이버 피드키트와 함께 구성되어 있다. 드라이버 피드키트는 모터의 축에 장착된 기어, 베어링, 집게, 그리고 고무호스로 이루어져 있다. 집게를 눌러 기어와 베어링 사이에 필라멘트를 삽입한 후, 고무호스를 통해 필라멘트를 익스트루더로 전달한다.
- 익스트루더 모터의 축에 장착된 기어의 지름은 11mm이다. 따라서 모터가 한 바퀴를 돌게 되면
 의 필라멘트가 출력된다. 이 모터는 한 스텝당 1.8°씩 회전하며, 마이크로스텝 설정이 1/16로 적용되어 있어 한 바퀴를 돌리기 위해서는 총 3200스텝이 필요하다. 따라서 1mm의 필라멘트 출력을 위해서는 약 92.64스텝, 즉 93스텝이 요구된다. 익스트루더 모터는 RAMPS 보드의 E0 포트에 연결된다.
의 필라멘트가 출력된다. 이 모터는 한 스텝당 1.8°씩 회전하며, 마이크로스텝 설정이 1/16로 적용되어 있어 한 바퀴를 돌리기 위해서는 총 3200스텝이 필요하다. 따라서 1mm의 필라멘트 출력을 위해서는 약 92.64스텝, 즉 93스텝이 요구된다. 익스트루더 모터는 RAMPS 보드의 E0 포트에 연결된다. - 익스트루더 모터로부터 공급된 필라멘트는 고무호스를 통해 익스트루더에 연결되어 핫엔드로 전달된다. 핫엔드는 별도의 시그널 선 없이 전원(+)과 접지(-)만을 공급받으며, RAMPS 보드의 D10 포트에 연결된다. 핫엔드는 필라멘트를 가열하여 노즐을 통해 출력물을 형성하는 역할을 한다. 본 프로젝트에서 사용되는 핫엔드는 최대 280°C까지 온도를 상승시킬 수 있으며, 노즐의 직경은 0.4mm로 설정되었다. 또한 냉각팬은 RAMPS 보드의 D9 포트에 연결되어 전원을 공급받는다.
- 히트베드는 프린팅 과정에서 필라멘트가 안정적으로 부착될 수 있도록 베드를 가열하는 장치이다. 히트베드는 RAMPS 보드의 D8 포트에 연결되어 전원을 공급받는다. 본 프로젝트에서는 PLA 소재의 필라멘트를 사용하기 때문에 히트베드의 적정 온도를 60°C로 설정하였다. 히트베드의 하단에는 온도센서가 위치하며, 온도센서는 히트베드의 중앙에 알루미늄 테이프로 부착하였다. 알루미늄 테이프는 60도에서도 녹지 않는 재질이며, 높은 온도에서도 온도센서가 탈착되지 않도록 한다. 히트베드의 온도센서는 RAMPS 보드의 T1 포트에 연결하였다.
- 출력부
소프트웨어 설계
소프트웨어 컴포넌트 및 구현
- 모바일 애플리케이션
- 기능 및 역할:
- 모바일 애플리케이션은 사용자가 3D 프린터를 원격으로 제어하고 실시간 상태를 모니터링할 수 있는 인터페이스를 제공한다. 사용자는 앱을 통해 G-code 파일을 업로드하고, 프린팅 속도, 온도 등의 설정을 조정할 수 있다. 이 앱은 또한 프린팅 과정 중 상태 정보를 제공하여 사용자에게 현재 진행 상황을 직관적으로 보여준다.
- 구현 기술:
- Flutter 프레임워크를 사용하여 개발하며, 단일 코드베이스로 iOS와 Android에서 모두 동작할 수 있도록 한다. 이를 통해 개발 비용과 시간을 절감하고, 다양한 모바일 환경에서 일관된 사용자 경험을 제공한다.
- 구현 기술:
- UI/UX 설계:
- 사용자 친화적인 인터페이스로 프린팅 진행률, 프린터 온도, 남은 시간 등의 정보를 실시간으로 표시한다.
- 주요 기능(프린팅 시작, 중지, 일시 정지 등)을 손쉽게 접근할 수 있도록 직관적인 UI 레이아웃을 구성한다.
- 상태 변화나 오류 발생 시 알림 기능을 통해 사용자에게 정보를 전달한다.
- UI/UX 설계:
- 상위 제어기(라즈베리파이)
- 역할:
- 라즈베리파이는 시스템의 중추 역할을 하며, OctoPrint 플랫폼을 통해 G-code 파일을 관리하고 하위 제어기인 아두이노 메가에 전달한다. 또한, 블루투스를 통해 모바일 애플리케이션과의 통신을 담당하여 사용자 명령을 수신하고 프린터의 실시간 상태를 전송한다.
- OctoPrint 플러그인 개발:
- G-code 파일 관리 기능을 확장할 수 있도록 OctoPrint의 플러그인을 활용하여 G-code 파일 업로드, 삭제, 큐 관리 기능을 추가 개발한다.
- 모바일 앱과의 연동을 위해 API 엔드포인트를 구현하여, 모바일 앱에서 OctoPrint에 직접 접근하지 않더라도 데이터를 주고받을 수 있도록 한다.
- OctoPrint 플러그인 개발:
- 블루투스 통신 모듈:
- 모바일 애플리케이션과의 Bluetooth 통신을 담당하며, OctoPrint에서 필요한 데이터를 주기적으로 수집하여 사용자에게 전달한다.
- JSON 형식의 패킷을 사용해 모바일 애플리케이션과 효율적으로 데이터 송수신을 처리한다.
- 블루투스 연결 상태를 지속적으로 모니터링하고, 연결이 끊어졌을 때 자동으로 재연결을 시도한다.
- 블루투스 통신 모듈:
- 시리얼 통신 모듈:
- 아두이노 메가와 USB 기반 시리얼 통신을 사용하여 G-code 명령을 전달한다.
- G-code가 효율적으로 전송될 수 있도록 큐 방식으로 G-code 명령을 보관하고, 아두이노에서 요청이 있을 때마다 한 줄씩 전달한다.
- 전송 상태를 모니터링하고 오류가 발생하면 재전송을 시도하거나, 오류 메시지를 상위 계층에 전달하여 문제가 발생했음을 사용자에게 알린다.
- 시리얼 통신 모듈:
- 데이터 처리 및 로컬 저장소:
- OctoPrint 상에서 전송된 G-code 파일을 로컬에 저장하고, 사용자의 요청 시 빠르게 불러올 수 있도록 한다.
- 모바일 앱으로부터 전달된 설정 정보와 프린팅 프로파일을 관리하여 필요 시 사용자에게 재사용할 수 있도록 한다.
- 데이터 처리 및 로컬 저장소:
- 하위 제어기(아두이노 메가)
- 주요 기능:
- 아두이노 메가에는 Marlin 펌웨어가 탑재되어 있으며, 이 펌웨어를 통해 라즈베리파이에서 전달된 G-code 명령을 해석하여 프린터의 각 부품을 제어한다. 주요 역할은 다음과 같다:
- • 모터 제어:
- X, Y, Z 축의 스테핑 모터와 익스트루더 모터(E0)를 제어하여 정확한 위치로 이동한다.
- 마이크로스텝 기능을 지원하여 모터의 움직임을 더욱 세밀하고 부드럽게 제어한다.
- Marlin 펌웨어는 보드의 핀 정보를 내장하고 있어, 정확한 제어 신호를 모터 드라이버에 전달할 수 있다.
- 실시간으로 모터의 위치와 이동 경로를 조정하여 프린팅 품질과 정밀도를 유지한다.
- • 온도 조절:
- 노즐과 히트 베드의 온도를 정밀하게 조절하여 출력물의 품질을 보장한다.
- 온도 센서로부터 데이터를 수집하여 프린팅 중 적정 온도를 유지하고, 온도 이상 시 경고 신호를 발생시킨다.
- • 안전 관리:
- 엔드스탑 스위치와 온도센서를 활용하여 프린터의 안전을 모니터링한다.
- 문제 발생 시 즉각적인 긴급 정지 명령을 수행하여 시스템 자체적으로 프린터의 안전을 보장한다.
- Marlin 펌웨어:
- Marlin 펌웨어는 프린터 동작을 효율적으로 제어하기 위해 다음과 같은 핵심 기능을 제공한다:
- • G-code 명령 해석 및 처리:
- G-code 명령을 분석하여 적절한 모터 제어 및 온도 설정 명령으로 변환한다.
- 명령을 버퍼링하여 부드럽고 정확한 움직임을 구현한다.
- • 실시간 하드웨어 제어:
- 각 부품의 동작을 실시간으로 모니터링하고 제어하여 출력의 안정성을 보장한다.
- 이동 경로를 최적화하여 프린팅 시간을 단축하고 품질을 향상시킨다.
- • 에러 핸들링 및 안전 기능:
- 예상하지 못한 상황에서 시스템이 안전하게 중지될 수 있도록 다양한 에러 처리 로직을 포함한다.
- 온도 초과, 모터 과부하, 전력 불안정 등의 상황에서 긴급 중지를 수행한다.
- Marlin 펌웨어:
- Configuration.h 파일 설정:
- Marlin 펌웨어의 핵심 설정 파일로, 프린터의 하드웨어 사양과 기능을 정의한다. 주요 설정 항목은 다음과 같다:
- • 보드 및 시리얼 포트 설정:
- 메인보드 타입과 시리얼 통신 포트를 설정한다.
- • 빌드 볼륨 및 운동학 설정:
- 프린터의 출력 크기와 기구학적 구조를 설정한다.
- 5-bar 링크 SCARA 구조에 따른 모션 제어를 별도로 정의하여 사용하였다.
- • 모터 방향 및 스텝 설정:
- 각 축의 모터 방향과 밀리미터당 스텝 값을 설정한다.
- 설정은 스텝 모터 종류, 마이크로스텝 배율, 기어비를 모두 고려하여 진행한다.
- • 프린터 동작 특성 설정:
- 모터의 최대 속도와 가속도를 설정한다.
- 저크를 설정하여 프린터의 움직임의 흔들림을 조절한다.
- • 온도 센서 및 히터 설정:
- 온도 센서 타입과 히터의 최대 온도를 설정한다.
- PID 값을 설정하여 노즐과 베드의 온도 제어를 최적화한다.
- • 엔드스탑 및 센서 설정:
- 엔드스탑 스위치의 활성화 논리와 위치를 설정한다.
- 풀업 및 풀다운 설정을 추가로 적용한다.
- • 기능 활성화 및 옵션 설정:
- LCD 컨트롤러 인터페이스와 Thermal Runaway Protection 기능을 활성화한다.
- Configuration.h 파일 설정:
- 통신 설계
- 블루투스 통신:
- 라즈베리파이와 모바일 애플리케이션 간의 Bluetooth 통신은 데이터 송수신을 보장하여 사용자가 프린터 상태를 실시간으로 모니터링할 수 있게 한다.
- 패킷 구조는 JSON 형식으로 설계하며, 데이터 손실과 지연을 최소화하기 위해 주기적인 패킷 검사를 수행한다.
- 연결이 끊겼을 때 자동으로 재연결을 시도하며, 지속적인 실패 시 사용자에게 알림을 제공한다.
- 시리얼 통신:
- 라즈베리파이와 아두이노 메가 간 USB 기반 시리얼 통신으로 G-code 명령을 전송한다.
- 전송할 G-code 명령은 큐에 보관되며, 한 줄씩 순차적으로 전달된다.
- 오류 발생 시 재전송을 시도하며, 오류 지속 시 사용자에게 알림을 제공한다.
- 예외 처리 및 에러 핸들링
- 블루투스 연결 오류:
- 연결 불안정 시 재연결을 시도하며, 지속적인 실패 시 사용자에게 오류 알림을 전송한다.
- G-code 전송 오류:
- 전송 중단 시 동일한 명령을 다시 보내도록 설정한다.
- 프린터 상태 이상 감지:
- 온도 초과, 모터 고장 등 이상 상태를 감지하고 긴급 정지를 수행한다.
시나리오 별 시퀀스 다이어그램
- 블루투스 연결

- 출력 진행

- 온도 모니터링

자재소요서
| 번호 | 부품명 | 규격 | 재질 | 수량 | 구매, 외주, 제작 | 비고 |
|---|---|---|---|---|---|---|
| 1 | 스테핑 모터 | 42각 0.9도 | - | 3 | 구매 | |
| 2 | Proximal link | - | PLA | 2 | 제작 | |
| 3 | Distal link(1) | - | PLA | 1 | 제작 | |
| 4 | Distal link(2) | - | PLA | 1 | 제작 | |
| 5 | 본체 샤프트 | 200mm | SUS | 2 | 구매 | |
| 6 | 웜기어드 스테핑 모터 | 42각 1.8도 | - | 1 | 구매 | |
| 7 | 플랜지 너트 | - | Brass | 1 | 구매 | |
| 8 | 히팅 베드 | 150mm x 150mm | AL | 1 | 구매 | |
| 9 | 경첩 | - | POM | 2 | 구매 | |
| 10 | 자석 | 8⌀ x 10mm | NIB | 2 | 구매 | |
| 11 | 롤러 베어링 | - | - | 2 | 구매 | |
| 12 | 벨트 풀리 | 2GT 60t 6mm | AL6061 | 2 | 구매 | |
| 13 | 벨트 풀리 | 2GT 12t 6mm | AL6061 | 2 | 구매 | |
| 14 | 링크축 샤프트 | 8⌀ x 70mm | SUS | 2 | 구매 | |
| 15 | 핫엔드 | - | - | 1 | 구매 | |
| 16 | 익스트루더 | - | AL | 1 | 구매 | |
| 17 | 커플러 | 8⌀ x 20mm | AL6061 | 2 | 구매 | |
| 18 | 볼베어링 | 내경 8mm 외경 10mm | SUS | 4 | 구매 | |
| 19 | 타이밍 벨트 | 2GT 6mm | - | 2 | 구매 | |
| 20 | RAMPS 1.4 | - | - | 1 | 구매 | |
| 21 | 아두이노 메가 | - | - | 1 | 구매 | |
| 22 | 라즈베리 파이 | - | - | 1 | 구매 | |
| 23 | SMPS | - | - | 1 | 구매 | |
| 24 | 엔드스탑 스위치 | - | - | 2 | 구매 | |
| 25 | 부시 | 12⌀ x 5mm | SUS | 4 | 구매 | |
| 26 | 스러스트 베어링 | 8⌀ x 5mm | - | 4 | 구매 | |
| 27 | 히팅베드 마운트 | - | PLA | 1 | 제작 | |
| 28 | 본체 | - | PLA | 1 | 제작 | |
| 29 | 뒷판 | 250mm x 200mm | PMMA | 1 | 구매 | |
| 30 | 케이스 | 350 x 250 x 110(mm) | - | 1 | 구매 |
결과 및 평가
완료 작품 소개
프로토타입 사진
- 하드웨어


- 애플리케이션
| 홈 화면 |
설정 화면 |
출력 가능 파일 목록 화면 |
| 블루투스 연결 화면 |
노즐 및 베드온도 대시보드 |
진행 상황 표시 화면 |






프로토타입 작동 영상


출력물

포스터

특허출원번호 통지서

{kind=link}
{kind=link}
개발사업비 내역서
| 항목 | 품명 | 규격 | 수량 | 단가 | 금액 | 비고 |
|---|---|---|---|---|---|---|
| 1 | 직류전원공급장치 SMPS | 12V, 250W | 1 | ₩34,790 | ₩34,790 | 현금 |
| 2 | 측면 접치 코드 | 250V / 16A / 1.5㎟ | 1 | ₩3,690 | ₩3,690 | 현금 |
| 3 | 리니어 스텝모터 | 42각 1.8도 | 1 | ₩102,300 | ₩102,300 | 현금 |
| 4 | C타입 to A 케이블 | K37381494 | 1 | ₩1,980 | ₩1,980 | 현금 |
| 5 | 점퍼 케이블 | 20cm (M/F) | 2 | ₩935 | ₩1,870 | 현금 |
| 6 | 점퍼 케이블 | 20cm (M/M) | 2 | ₩935 | ₩1,870 | 현금 |
| 7 | 점퍼 케이블 | 10cm (M/F) | 1 | ₩770 | ₩770 | 현금 |
| 8 | 점퍼 케이블 | 10cm (M/M) | 1 | ₩770 | ₩770 | 현금 |
| 9 | 브레드보드 | 400핀 | 2 | ₩935 | ₩1,870 | 현금 |
| 10 | PCB기판 | - | 1 | ₩2,420 | ₩2,420 | 현금 |
| 11 | 전선 | 2.5SQ | 10 | ₩1,100 | ₩11,000 | 현금 |
| 12 | 가변 컨버터 | 5A | 2 | ₩5,720 | ₩11,440 | 현금 |
| 13 | 3D 프린터 필라멘트 | 1Kg | 1 | ₩38,200 | ₩38,200 | 현금 |
| 14 | 스텝 모터 | 42각 0.9도 | 2 | ₩23,450 | ₩46,900 | 현금 |
| 15 | 스텝 모터 | 42각 1.8도 | 1 | ₩13,850 | ₩13,850 | 현금 |
| 16 | 핫엔드 | - | 1 | ₩18,370 | ₩18,370 | 현금 |
| 17 | 익스트루더 | - | 1 | ₩41,040 | ₩41,040 | 현금 |
| 18 | 벨트 풀리 | 2GT 60t 6mm | 2 | ₩8,129 | ₩16,258 | 현금 |
| 19 | 벨트 풀리 | 2GT 12t 6mm | 5 | ₩3,212 | ₩16,060 | 현금 |
| 20 | 히팅 베드 | 150mm x 150mm | 1 | ₩13,189 | ₩13,189 | 현금 |
| 21 | 아두이노 메가 + RAMPS 1.4 | - | 1 | ₩44,044 | ₩44,044 | 현금 |
| 22 | 링크축 샤프트 | 8⌀ x 70mm | 2 | ₩13,310 | ₩26,620 | 현금 |
| 23 | 본체 샤프트 | 200mm | 2 | ₩11,209 | ₩22,418 | 현금 |
| 24 | 롤러 베어링 | 내경 8mm, 외경 12mm | 5 | ₩1,078 | ₩5,390 | 현금 |
| 25 | 커플러 | 8⌀ x 20mm | 2 | ₩8,217 | ₩16,434 | 현금 |
| 26 | 타이밍 벨트 | 2GT 6mm | 2 | ₩4,719 | ₩9,438 | 현금 |
| 27 | 부시 | 12⌀ x 5mm | 4 | ₩1,771 | ₩7,084 | 현금 |
| 28 | 자석 | 8⌀ x 10mm | 3 | ₩1,529 | ₩4,587 | 현금 |
| 29 | 경첩 | - | 2 | ₩5,082 | ₩10,164 | 현금 |
| 30 | 스러스트 베어링 | 8⌀ x 5mm | 4 | ₩8,756 | ₩35,024 | 현금 |
| 31 | 태핑 나사 | 3⌀ x 14mm | 5 | ₩198 | ₩990 | 현금 |
| 32 | 접시 나사 | 2.3⌀ x 12mm | 10 | ₩57 | ₩570 | 현금 |
| 33 | 스페이서 | 두께 0.5mm, 외경 12mm, 내경 8mm | 10 | ₩508 | ₩5,080 | 현금 |
| 34 | 플랜지 볼트 | 8⌀ x 30mm | 3 | ₩1,342 | ₩4,026 | 현금 |
| 35 | 육각 홀 버튼볼트 | 3⌀ x 10mm | 5 | ₩266 | ₩1,330 | 현금 |
| 36 | 육각 홀 버튼볼트 | 3⌀ x 8mm | 15 | ₩418 | ₩6,270 | 현금 |
| 37 | 무급유 부시 | 12⌀ x 20mm | 2 | ₩869 | ₩1,738 | 현금 |
| 38 | 자석 | 8⌀ x 5mm | 4 | ₩1,914 | ₩7,656 | 현금 |
| 총액 | ₩587,500 | 현금 | ||||
완료작품의 평가
| 평 가 항 목 | 평 가 방 법 | 적용기준 | 개 발 목 표 치 | 비중(%) | 평 가 결 과 | |
|---|---|---|---|---|---|---|
| 정밀도 | 원본 모델과 출력물 간 오차 측정 | 직경 100mm 원기둥 출력 | 직경의 치수 오차 0.5mm 이하 | 25% | 5회 반복 출력 결과 직경의 치수 오차의 평균이 0.4mm | 25/25 |
| 출력 속도 | 타 3D 프린터와 출력 속도 비교 | Ender3 V3와의 비교 | Ender V3 이상의 속도 | 20% | Ender V3의 최대 출력 속도인 250mm/s 이상의 출력 속도인 300mm/s의 속도를 지원 가능 | 20/20 |
| 크기 | 제품의 실제 크기 측정 | 중형 여행용 가방 부피의 절반 이하 | 15,000(cm³) 이내 [21] | 20% | 부피가 9,625(cm³)인 케이스 내에 3D 프린터 및 회로 부품을 수납 가능 | 20/20 |
| 무게 | 제품의 실제 무게 측정 | 시중 휴대용 3D 프린터 무게의 절반 이하 | 7kg 이하 | 15% | 케이스와 SMPS 및 회로 부품들을 포함한 총 무게 5.65kg | 15/15 |
| 시스템 안정성 | 20회 반복 테스트 | 3D 프린터와 앱의 연결 안정성, 출력 과정 정상 종료 | 18/20회 이상 정상 작동 (90%) | 10% | 20회 중 20회 정상 작동 | 10/10 |
| 앱 사용 편의성 | 사용자 설문조사 | UI의 직관성 및 사용 편의성 증가 | 9/10점 이상 | 10% | 설문 조사를 통한 사용자 설문 결과 평균적으로 9.2점의 점수 획득 | 10/10 |
| 총 합 | 100% | 모든 평가 항목에 대한 개발 목표치를 달성하였음 | 100/100 | |||
향후계획
전원 공급 방식 개선
- 현재 프로젝트에서 SMPS를 사용하여 전원을 공급하고 있지만, 휴대성을 더욱 강화하기 위해 대용량 배터리 시스템 도입과 에너지 효율화 방안을 추진하고자 한다. 리튬이온 또는 리튬폴리머 배터리를 활용하여 경량화를 실현하고, 프린터의 연속 작동 시간을 늘리는 한편, 외부 전원 연결 없이 독립적으로 작동할 수 있는 환경을 조성할 계획이다. 또한, 배터리 관리 시스템을 통해 과충전, 과방전, 과열을 방지하여 안정성과 수명 또한 확보할 것이다. 더불어, USB-C PD 기술을 적용해 신속한 충전이 가능하도록 하고, 태양광 패널과 같은 대체 전원을 통한 충전 옵션을 검토 가능하다. 저전력 모터와 발열 관리 시스템의 도입을 통해 에너지 소비를 줄이고, 출력 품질을 유지하면서도 배터리 사용시간을 극대화하는 것이 추가적인 목표 중 하나이다.
소형화 및 경량화 추가 연구
- 기존의 통합형 케이스는 견고하지만, 추가적인 소형화와 사용 편의성을 제공하기 위해 접이식 또는 분리형 프레임 구조로 설계를 개선해야 한다. 이러한 구조는 제품의 부피를 최소화하고, 분해 및 조립이 간편해 사용자가 더 쉽게 기기를 이동하고 보관할 수 있도록 한다. 자석 결합 방식이나 클립형 결합 구조를 도입해 조립 시간을 단축하고 사용자 경험을 향상시키는 한편, 부품 간 연결의 신뢰성을 높일 것이다. 또한, 5-bar Parallel SCARA 메커니즘에서 링크 길이를 조정할 수 있는 설계를 통해 출력 크기를 상황에 따라 조절 가능하도록 하고, 모듈화 설계를 적용하여 필요에 따라 부품을 추가하거나 제거할 수 있는 유연성을 확보할 것이다. 그러나 이러한 구조의 변경은 또 다른 문제를 야기한다. 현재 회로 구성에 따른 RAMPS 1.4 보드 및 라즈베리파이 그리고 다양한 회로 연결에 대해서는 사용자가 불편함을 겪지 않을 수 있도록 회로 구조를 보호할 수 있는 추가적인 방법을 고안해야 할 것이다.
출력 품질 및 속도 개선
- 출력 품질에 영향을 미치는 요소로는 현재의 축에 대한 초기화를 진행하는 호밍 알고리즘이 있는데, 호밍 알고리즘의 정밀도에 따라서 5-bar Parallel SCARA 메커니즘을 통한 End-effector의 위치의 정밀도가 달라지게 된다. 현재 사용 중인 호밍 알고리즘의 정확성을 분석하여 더 빠르고 정밀한 호밍 방법을 개발할 예정으로 그 후보는 광학 프로브 또는 소프트웨어만을 활용한 호밍을 염두에 두고 있다. 또한, 현재는 모터의 이동에 대해서 기계적 편차가 존재하는데, 이러한 편차를 자동으로 조정할 수 있는 예측 보정 기법을 추가할 계획이다. 출력 속도의 경우, 출력 품질과 관계가 있어 최적 품질과 속도의 균형을 찾기 위해 출력 속도와 모터 가속도를 조정하고, G-code 명령의 효율성을 개선해 이동 경로를 최소화함으로써 출력 시간을 단축할 것이다. 다양한 출력 조건을 시뮬레이션하여 품질과 속도 간의 최적 값을 도출함으로써 최적화된 성능을 제공할 것이다. 또한, 현재 3D 프린터 제어 소프트웨어 Marlin에서는 카테시안 방식이 아닌 프린터에 대해서는 Auto-leveling 기능을 지원하고 있지 않다. 현 프린터에 대해서 Auto-leveling 기능을 추가하여 히팅베드와 초기화에 따른 Z축의 오차를 줄여 품질을 개선할 예정이다.
애플리케이션 개선
- 사용자 편의성을 극대화하고 애플리케이션 기능을 확장하기 위해 STL 파일 기반의 슬라이서 기능을 추가하고자 한다. 사용자가 G-code 대신 STL 파일을 업로드하면 애플리케이션에서 자동으로 G-code로 변환할 수 있도록 구현하며, 층 두께, 채움 밀도 등 다양한 설정 옵션을 제공할 수 있을 것이다. 이는 현재 G-code 설정과 깊은 관련이 있는데, 현재 G-code는 General한 3D 프린터의 설정에 개발 작품의 특성을 고려한 부분이 추가되어 있어 완벽히 최적화되었다고 하기에는 어렵다. 애플리케이션에서 슬라이서의 기능을 추가할 때 G-code의 최적화를 더욱 발전시킬 수 있을 것으로 예상한다. 또한, 애플리케이션의 세부 조작 기능을 강화하여 다양한 파라미터 및 설정을 직접 제어할 수 있는 세부 메뉴를 추가하려고 한다. 이를 통해 사용자는 자신의 환경에 적합한 파라미터들을 찾아 3D 프린터의 성능을 개선할 수 있을 것이다. 그리고 더욱 직관적인 사용자 인터페이스를 설계하여 초보자도 쉽게 사용할 수 있는 환경을 구축할 예정이다.
부록
참고문헌
참고문헌 및 참고 사이트
- [1] Portable V1: https://www.ohzemy.com/?product=2342
- [2] Five-bar robot kinematics: https://kr.mathworks.com/help/sm/ug/five-bar-robot.html
- [3] 타워크레인: http://yonginheavy.co.kr/edu_05.html
- [4] IOP Science: https://iopscience.iop.org/article/10.1149/2754-2726/ac5c7a
- [5] A23D: https://www.a23d.co/blog/3d-printing-in-2024
- [6] 3D Printing Trend Report 2024: https://www.protolabs.com/resources/guides-and-trend-reports/3d-printing-trend-report/
- [7] The Evolution of FDM 3D Printing: https://tech-labs.com/blog/evolution-fdm-3d-printing
- [8] 3D Printing Industry: https://3dprintingindustry.com/news/3d-printing-trends-for-2024-industry-expert-analysis-on-what-to-watch-this-year-228030/
- [9] Tronxy Crux 1 Mini: https://www.tronxy3d.com/products/crux-1-180-180-180mm
- [10] SMART3D MINI 3D 프린터: https://www.smart3dkr.com/product/sale_mini3dprinter
- [11] Hackster.io: https://www.hackster.io/news/this-interesting-parallel-scara-robot-3d-prints-remarkably-fast-7f766a99d645
- [12] 매일경제: https://www.mk.co.kr/news/politics/10934175
- [13] 에듀인뉴스: https://www.eduinnews.co.kr/news/articleView.html?idxno=33895
- [14] 중형 여행용 가방 부피의 절반: http://m.ko.vividahandbag.com/news/the-volume-of-a-medium-sized-travel-bag-is-gen-46917447.html
관련 특허
- [1] 휴대용 3D프린터(A Portable 3D Printer): https://patents.google.com/patent/KR102206667B1/
- [2] 휴대용 3D 프린터(PORTABLE 3D PRINTER): https://patents.google.com/patent/KR101613628B1/
- [3] 휴대용 3차원 프린터(Portable 3D Printer): https://patents.google.com/patent/KR101610922B1/
- [4] Portable 3D Printer: https://patents.google.com/patent/KR101840753B1/
- [5] Portable 3D Printer: https://patents.google.com/patent/US10300651B2
소스코드
- [1] 제어용 소프트웨어(Marlin) GitHub: https://github.com/yonhun/juicyMIE_Marlin
- [2] 애플리케이션 GitHub: https://github.com/Githarold/juicyMIE
설계 구성요소 및 제한요소
설계 구성요소
| 설계 구성요소 | 과제보고서 내의 항목 | 내용 요약 |
|---|---|---|
| 목표설정 | 1.1 개발 과제의 개요 | 과제의 배경, 목표, 내용을 설정함 |
| 합성 | 2.1 설계사양 2.2 개념설계안 2.4 조립도 2.5 부품도 2.6 제어부 및 회로 설계 2.7 소프트웨어 설계 |
설계 과정에서 필요한 요소 및 기능 요구를 정의 설계 초기 단계의 아이디어와 기본 구조를 설정 전체 설계 조립 과정 및 부품 간 관계를 시각화 설계에 필요한 모든 부품의 형태와 크기를 정의 전기적 신호와 동작을 제어하기 위한 회로 설계 소프트웨어의 기능과 구조를 설계 |
| 분석 | 2.1 설계사양 2.3 이론적 계산 및 시뮬레이션 2.6 제어부 및 회로 설계 2.7 소프트웨어 설계 |
설계 요구사항의 세부 사항을 분석하여 정리 설계의 이론적 타당성을 검증하기 위한 계산 및 시뮬레이션 수행 회로 설계에서 예상되는 동작 및 성능을 검토 설계된 소프트웨어의 구조와 기능적 요소를 세부적으로 분석 |
| 제작 | 2.8 자재소요서 3.1 완료작품 소개 3.2 개발사업비 내역서 |
제작에 필요한 자재를 정리 설계에 기반한 실제 제작물을 소개 개발 및 제작 과정에 소요된 비용을 정리 |
| 시험 및 평가 | 3.3 완료작품의 평가 | 개발 세부 목표에 따른 평가 기준에 따라서 완료 작품을 평가 |
설계 제한요소
| 설계 제한요소 | 과제보고서내의 항목 | 내용 요약 |
|---|---|---|
| 원가 | 1.3 관련 시장에 대한 분석 3.2 개발 사업비 내역서 |
경제적 가치를 고려한 시장성 평가 제품 개발 및 제작에 소요된 비용 정리 |
| 안정성 및 윤리성 | 1.1 개발과제의 개요 1.2 관련 기술의 현황 1.3 개발과제의 기대효과 2.1 설계 사양 |
설계 과정에서 안정성과 윤리적 고려를 포함한 프로젝트 개요 기술적 안정성을 반영한 최신 기술의 동향 설계 안정성과 윤리적 책임에 따른 기술적, 사회적 기대효과 설계의 안정성을 보장하기 위한 사양 정리 |
| 신뢰성 | 2.1 설계 사양 2.3 이론적 계산 및 시뮬레이션 2.6 제어부 및 회로 설계 2.7 소프트웨어 설계 |
신뢰성을 확보하기 위한 설계 요구사항 정의 설계 신뢰성을 검증하기 위한 계산 및 시뮬레이션 수행 제어 안정성과 신뢰성 확보를 위한 회로 설계 소프트웨어의 신뢰성을 보장하기 위한 설계 |
| 사회에 미치는 영향 | 1.1 개발 과제의 개요 1.2 관련 기술의 현황 1.4 개발 과제의 기대효과 |
사회적 파급효과를 고려한 프로젝트 개요 기술이 사회적으로 미치는 영향 분석 설계가 사회에 가져올 긍정적 영향 설명 |
| 환경요인 | 2.3 이론적 계산 및 시뮬레이션 | 설계의 타당성을 계산하기 위한 환경 조건 가정 |
| 기타 | 2.1 설계사양 2.2 개념설계안 |
내구성을 고려한 설계 요구사항 정의 내구성을 고려한 하드웨어 설계 |